материал предоставил к.т.н. ВЕСЕЛОВСКИЙ Александр Александрович
СВАРКА. РЕНОВАЦИЯ. ТРИБОТЕХНИКА: тезисы докладов VI Уральской научно-практической конференции / Отв. ред. В.А. Коротков; М-во образования и науки РФ; ФГАОУ ВПО «УрФУ им. первого Президента России Б.Н. Ельцина», Нижнетагил. технол. ин-т (фил.). — Нижний Тагил: НТИ (филиал) УрФУ, 2013. — 76 с.
Зубчатые колёса относятся к числу наиболее распространённых деталей современных машин. Они входят в конструкции коробок передач автомобилей, тракторов, сельхозмашин и т.д. В современных металлообрабатывающих станках насчитывается 80-120 зубчатых колёс. Ежегодное производство зубчатых колёс превышает 10 млн. штук, охватывая тысячи типоразмеров. Значительное количество зубчатых колёс приходится изготавливать на предприятиях-потребителях при внеочередных и текущих ремонтах.
Во многих случаях надёжность машин автомобильной, сельскохозяйственной и специальной техники определяется долговечностью зубчатых передач, износ которых при выбраковке по данным ГНУ ГОСНИТИ составляет не более 0,1-0,3 мм. Для восстановления такого износа на чугунных зубчатых колёсах становится возможным применение метода термодиффузионного насыщения из порошковой среды.
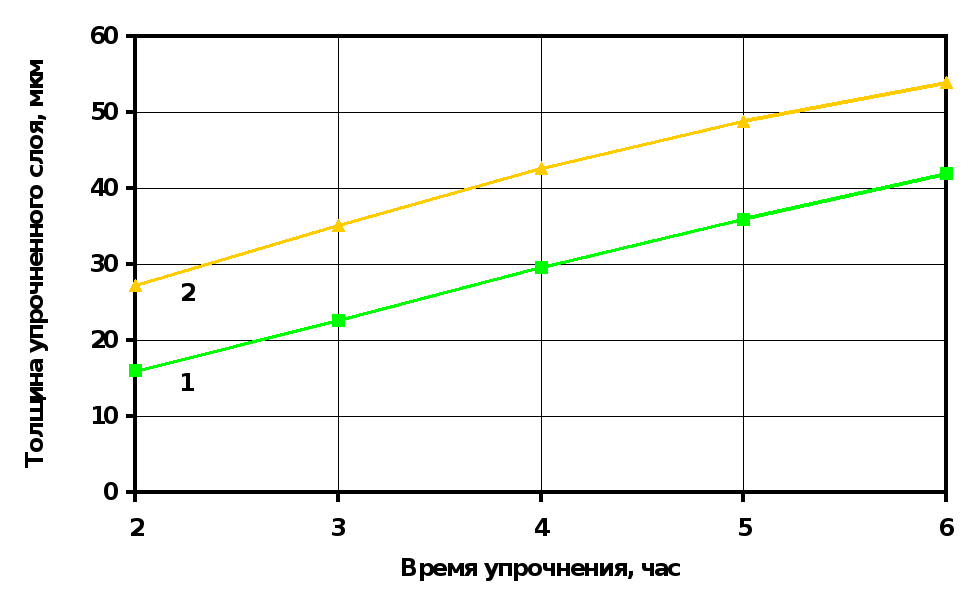
Наращивание карбидных покрытий на чугуне и увеличение вследствие этого толщины зубьев осуществляется за счёт разности скоростей диффузии в чугун карбидообразующего элемента и встречной диффузии углерода. Встречная диффузия углерода на несколько порядков выше скорости диффузии карбидообразующего элемента в серый чугун. Исследованиями установлено (рисунок 1, рисунок 2, рисунок 3), что толщина созданных покрытий при диффузиях ванадия, хрома и марганца в высокопрочный чугун практически соответствует увеличению размера толщины зуба.
 |
 |
(а) |
(б) |
Рисунок 1 — Толщина ванадиевого покрытия (а) и увеличение размеров зубьев (б) от времени упрочнения при температуре:
|
|
 |
 |
Рисунок 2 — Влияние времени упрочнения на толщину хромированного слоя для: |
|
а) высокопрочного чугуна; |
б) серого чугуна |
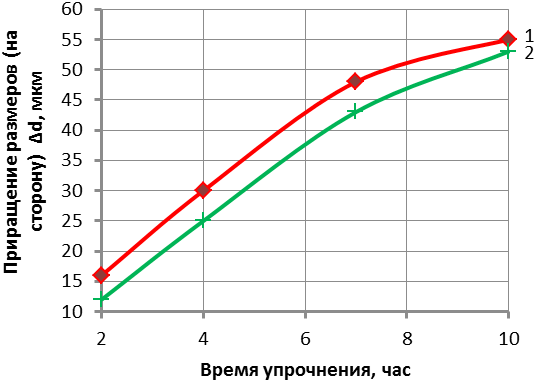
Рисунок 3 — Влияние времени упрочнения на увеличение размеров: 1 — серый чугун СЧ20; 2 — высокопрочный чугун ВЧ 60
Количество повторных восстановлений износостойкого слоя на рабочих поверхностях зубьев для каждого карбидообразующего элемента определяется экспериментально по началу появления обезуглероженной (светлой нетравящейся) зоны под покрытием, которая в свою очередь определяется металлографически. Тогда зубчатое колесо направляется на утилизацию.
Пока нет комментариев