
Если из всех презентаций по УОО нужно было бы оставить только один слайд, я выберу модель отказа оборудования. На этой модели строится внутренняя логика методологии. Она позволяет пояснить суть проблемы и направления ее решения. В рамках подрубрики #УООкратко предлагаю Вам ознакомиться с отдельными возможностями этой модели. Узнать больше о том, как использовать эту модель для […]
Лекция 18. Общие положения неразрушающего контроля
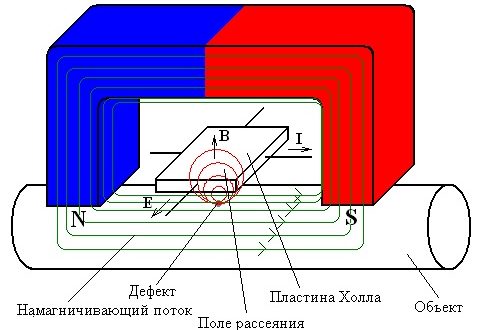
Цели и задачи неразрушающего контроля Дефекты материала сопровождают деталь на протяжении всего периода существования. Они могут появиться: на стадии получения заготовки (дефекты литья, ковки или прокатки); на стадии изготовления (дефекты обработки, закалки); на стадии эксплуатации (усталостные трещины, хрупкое и вязкое разрушение). Дефекты изготовления, не обнаруженные своевременно, реализуются на стадии эксплуатации, приводя к внезапным отказам, остановкам […]
Лекция 17. Определение состояния гидропривода
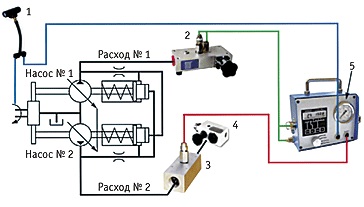
В процессе эксплуатации машин с гидроприводом технические параметры гидравлического оборудования изменяются от номинального до предельного значения. Это определяется уровнем принятых конструкторских решений, качеством изготовления, режимами эксплуатации, своевременностью и качеством технического обслуживания и ремонта. Для поддержания гидравлического привода в работоспособном состоянии и своевременного обнаружения признаков повреждений на ранней стадии проводится контроль технического состояния с применением методов […]
Лекция 16. Анализ смазки
Примерно в 40 случаях из 100 причиной отказа является недостаток смазочного материала либо его загрязнение. Контроль, качественный и количественный, продуктов износа и состояния смазочного материала, позволяет установить источник поступления продуктов износа и продлить срок службы механизма благодаря своевременной замене отработанного масла. Задача анализа качества смазывания имеет три основных направления: контроль поступления, анализ продуктов изнашивания и […]
Лекция 15. Тепловые методы диагностирования

Контроль температуры является важным аспектом оценки технического состояния механического оборудования. До 95% всех форм энергии, создаваемой и передаваемой машинами прямо или частично, превращается в тепловую энергию. Параметром теплового диагностирования является температура, отражающая протекание рабочего процесса и развитие целого ряда неисправностей оборудования.
Лекция 14. Спектральный анализ вибрации
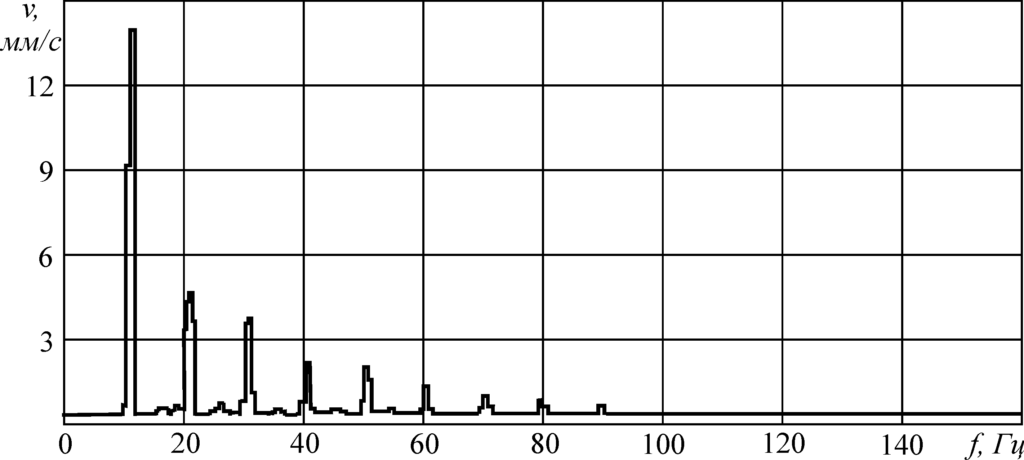
Спектральный анализ – это метод обработки сигналов, который позволяет выявить частотный состав сигнала. Известны методы обработки вибрационного сигнала: корреляционный, автокорреляционный, спектральной мощности, кепстральных характеристик, расчета эксцесса, огибающей. Наибольшее распространение получил спектральный анализ, как метод представления информации, из-за однозначной идентификации повреждений и понятных кинематических зависимостей между происходящими процессами и спектрами вибрации.
Лекция 13. Измерение общего уровня вибрации
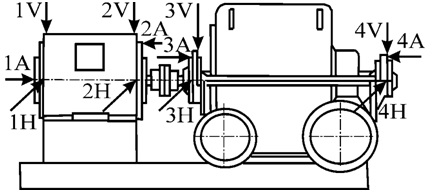
Расположение контрольных точек для измерения параметров вибрации Точки измерения вибрации для оценки состояния машин и механизмов выбираются на корпусах подшипников или других элементов конструкции, которые в максимальной степени реагируют на динамические силы и характеризуют общее вибрационное состояние машин.
Приложение 23. Форма отчёта ремонтного подразделения о выполненных работах ТО и Р
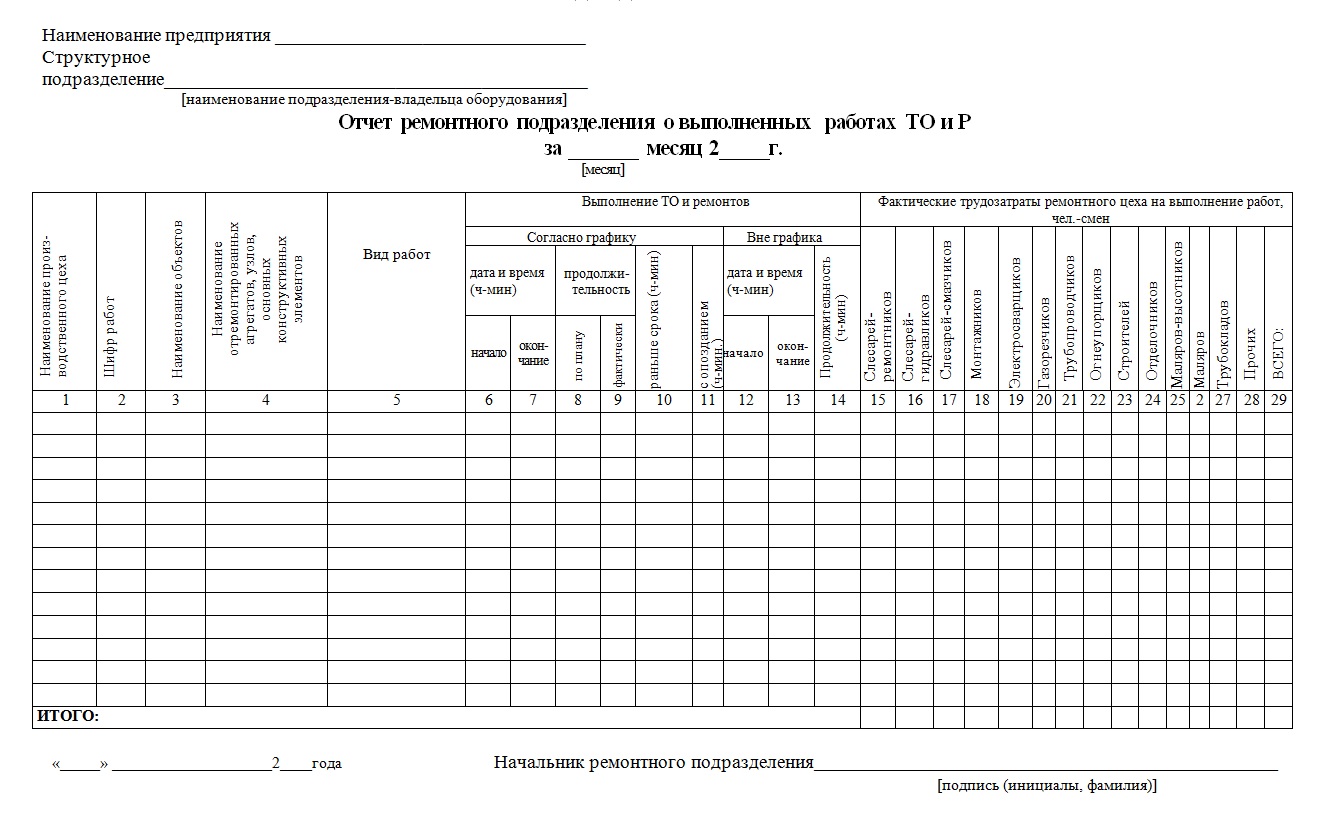
Проект «ПОЛОЖЕНИЯ О ТЕХНИЧЕСКОМ ОБСЛУЖИВАНИИ И РЕМОНТЕ МЕХАНИЧЕСКОГО ОБОРУДОВАНИЯ МЕТАЛЛУРГИЧЕСКИХ ПРЕДПРИЯТИЙ» (первая редакция) [Государственный институт труда и социально-экономических исследований: Ж. Водопьян, Л. Гончарук, В. Коваль, Т. Сыркина (к.э.н., руководитель разработки), Л. Тарасенко, В. Шевченко]. — Харьков: ГИТ СЭИ, 2011. — 204 с.
Центровкавалов.рф: Залог успеха – в непрерывной работе над собой
К Ассоциации эффективного управления производственными активами (Ассоциации EAM) присоединился новый участник из Нижнего Новгорода (Российская Федерация), который специализируется на центровке валов оборудования. Подробнее о своей деятельности рассказал руководитель профессионального проекта центровкавалов.рф Андрей Николаевич Полюхов.
Лекция 12. Измерение параметров вибрации

Датчики для измерения вибрации Измерение механических колебаний может быть относительным (например, биения вала относительно корпуса подшипника) или абсолютной, что предполагает наличие неподвижной точки отсчёта – искусственного «нуля», относительно которого и выполняются измерения. Основным решением, в настоящее время, является преобразование механических колебаний в электрический сигнал при помощи вибрационных датчиков.