Примерно в 40 случаях из 100 причиной отказа является недостаток смазочного материала либо его загрязнение. Контроль, качественный и количественный, продуктов износа и состояния смазочного материала, позволяет установить источник поступления продуктов износа и продлить срок службы механизма благодаря своевременной замене отработанного масла. Задача анализа качества смазывания имеет три основных направления: контроль поступления, анализ продуктов изнашивания и контроль качества смазочного материала.
Контроль поступления смазочного материала
Симптомы неисправности при контроле поступления смазочного материала зависят от способа смазывания. При контроле количества масла в редукторе по уровнемеру или по масляному щупу – это уровень меньший, чем нижний допустимый предел. Проверка работы насоса подачи масла включает поиск утечек, которые должны отсутствовать, и проверку давления масла по манометру, которое должно отвечать проектному значению. Работа питателей проверяется в случае использования пластичных смазочных материалов. Симптом неисправности питателей – неравномерная работа штоков либо отсутствие перемещения при переключении системы смазывания. Подача масла через смотровое стекло на маслопроводе позволяет определить отсутствие потока смазочного материала либо слишком большой поток масла (оптимальная толщина струи масла 2…3 мм). В случае установки расходомера контролируется расход масла, который должен отвечать стандартному значению. Визуально определяется степень просачивания пластичного смазочного материала из уплотнительной части – чрезмерное просачивание или сухая уплотнительная часть являются симптомами неисправности. Аналогично проверяется состояния обрызгивания маслом зубчатых колёс через смотровое стекло – определяется недостаточность или неравномерность обрызгивания. На смотровом стекле при удовлетворительном смазывании обычно наблюдается несколько капель масла.
Анализ продуктов изнашивания
Включения в масло отражают характер и интенсивность износа элементов механизма, смазываемых маслом, и характеризуются числом, концентрацией частиц и их химическим составом. При нормальном износе обнаруживаются частицы размером до 15 мкм и толщиной до 1 мкм. При трении – это гладкие круглые частицы. Начало интенсивного изнашивания сопровождается увеличением концентрации частиц и их размера до 50 мкм и появлением определенной формы (осколки, пластины неправильной формы, стружка). Дальнейшее развитие неисправности приводит к увеличению размера частиц до 100…300 мкм, а при выходе из строя – более 1000 мкм. Характеристика вида частиц при интенсивном изнашивании приведена в таблице 8. Возрастание концентрации элементов износа в масле начинается за 100…150 часов до возможного нарушения работоспособности сопряжения.
Таблица 8 – Характеристика частиц при интенсивном изнашивании
| Характеристика | Изнашивание | ||||
|---|---|---|---|---|---|
| трение | срез | усталостное | |||
| Вид | гладкие частицы, круглые | стружка; яркие чешуйки, боковые грани отполированы | осколки с прямолинейными кромками | шаровая форма | Пластинки: неправильная окружность;»роза» |
| Размер, мкм | 50…200 | 25…1500 | >10…20 | 1…5 | >10…50 |
| Отношение размера к толщине | — | 10 | 10 | — | 30 |
| Идентификация | — | разрушение зубьев передач, роликовых подшипников | высокие нагрузки на шестерни | начало изнашивания подшипников качения; кавитационное разрушение | разрушение зубьев передач, разрушение шариковых подшипников |
Условие отбора проб масел
Плотность продуктов износа значительно выше плотности масла. После остановки механизма продукты износа осаждаются. Пробу берут сразу после остановки механизма или не менее чем через 10 минут после пуска. Пробы берут перед фильтром. Нельзя брать масло у дна редуктора, на котором всегда имеется осадок. Перед отбором пробы необходимо спустить отстой. Пробы берут на глубине 30…35 мм через отверстие для маслоизмерительного щупа или непосредственно из масляной магистрали. Пробы шприцем отбирают в сухую чистую посуду, заполняемую на 3/4 объема, плотно закрывают и готовят к транспортировке.
Магнитное извлечение металлических примесей
Магнитное извлечение металлических примесей проводится при помощи магнитов, опускаемых в масло или магнитных пробок установленных на сливных маслопроводах. Металлические частицы, являющиеся продуктами износа, прилипшие к поверхности магнита затем рассматривают при помощи лупы (6…10 кратного увеличения) или микроскопа, с целью определения причин их появления. Чувствительность магнитных пробок ‑ частицы с размерами более 100 мкм. Наибольшая эффективность метода для частиц свыше 200 мкм.
В первые, 100…150 часов работы механизма с циркуляционной смазкой на магнитных пробках наблюдается металлическая производственная стружка, имеющая рваную с темными краями кромку. При нормальной эксплуатации мелкие железные частицы образуют в масле пастообразную массу с частицами по 0,25 мкм, размер этих частиц в процессе работе не меняется.
Контроль качества смазочного материала
В процессе контроля проверяют: цвет, вязкость, температуру застывания и вспышки, плотность, содержание водорастворимых кислот и щелочей, механических примесей и воды. У пластичных смазочных материалов контролируют: пенетрацию, температуру каплепадения, наличие механических примесей и воды.
Визуальный контроль цвета масла
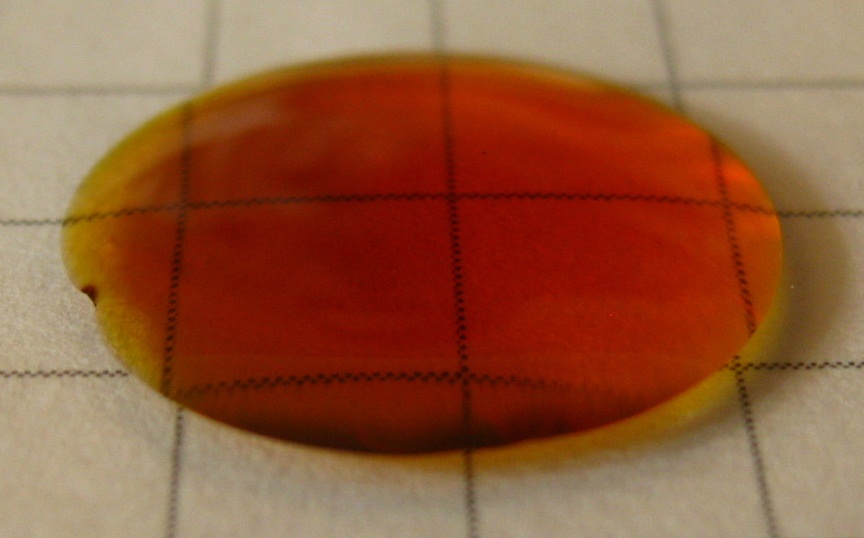
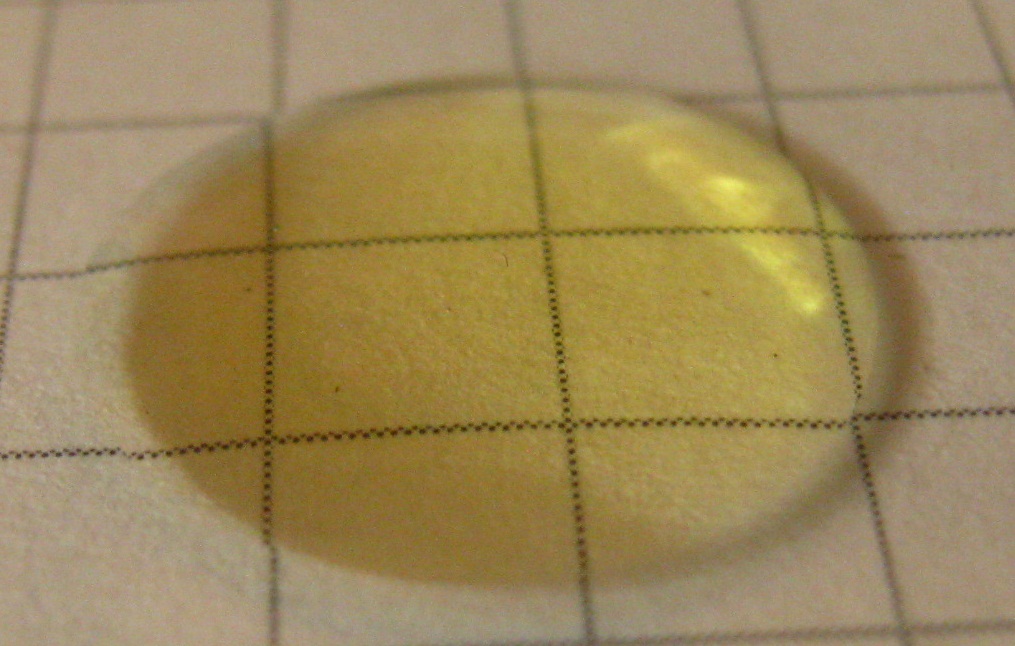
В случае жидкой смазки масло должно иметь цвет свежего масла (рисунок 125). Изменение цвета масла указывает на наличие загрязняющих веществ, эмульгирование свидетельствует о наличии в масле воды. Вода в смазке приводит к появлению мутно-белого цвета. Светлые масла рассматриваются в проходящем свете на прозрачность. Для тёмных масел пробирка с маслом подогревается до 80 0С, потрескивание в ходе нагрева свидетельствует о присутствии воды. Присутствие воды в смазочном материале не приводит к существенному изменению характеристик смазочного слоя, однако возникающие коррозионные процессы провоцируют абразивный износ.
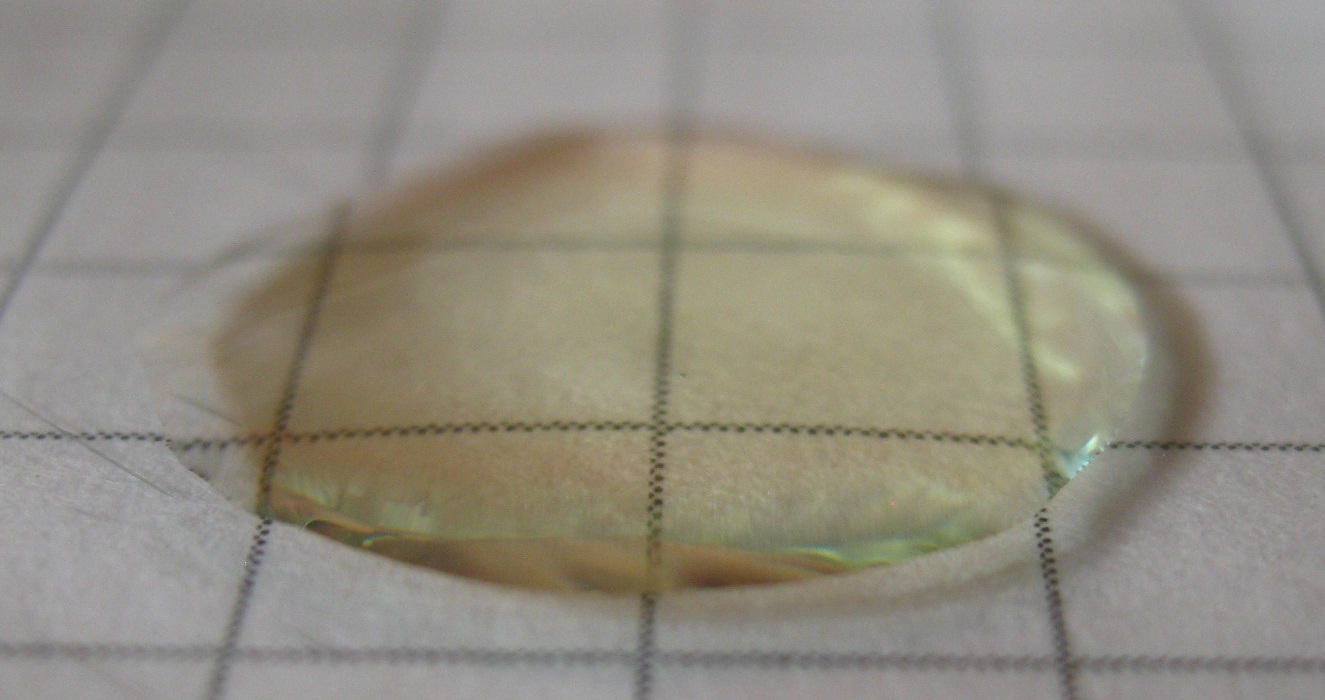 минеральное масло И-40 |
 нигрол |
 |
 |
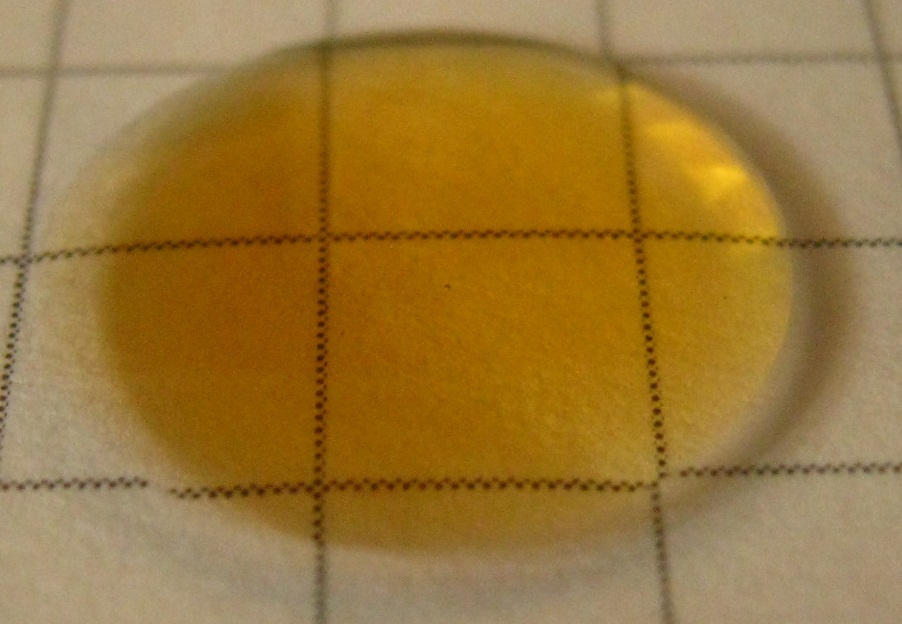 |
 вода в масле |
| Рисунок 125 – Визуальный контроль цвета масла | |
Маслянистые свойства масла проверяют, протерев масло между пальцами. Перед заливкой в механизм необходимо прозрачную ёмкость с маслом поставить на пять минут в тёмное место. После отстоя масло должно иметь однородную консистенцию, без признаков расслаивания, а дно емкости должно быть чистым, без следов абразивных частиц и осадка.
Цвет пластичной смазки (рисунок 126) может изменяться от светло-желтого до темно-коричневого. О наличии примесей свидетельствует золотистый цвет, в случае подшипников скольжения и более темный цвет в случаях подшипников качения. Попадание воды в смазку вызывает появление мутно-серого цвета.
 закоксовавшаяся смазка |
 продукты износа в смазке |
 |
 |
 |
 |
| Рисунок 126 – Визуальный контроль цвета пластичной смазки | |
Вязкость масла должна отвечать стандартному значению. Помимо лабораторных способов вязкость может оцениваться визуально и на ощупь. В случае пластичной смазки мазь должна быть гладкой и мягкой без посторонних включений. Вискозиметр – определяет условную вязкость в условных градусах °ВУ. Условная вязкость ‑ отношение времени истечения 200 мл испытуемого масла при температуре испытания ко времени истечения 200 мл дистиллированной воды при температуре 20 °С. Вискомер – определяет вязкость по скорости опускания шарика в пробе масла.
Для определения наличия воды в смазочных материалах используют марганцово-кислый калий. Это вещество не растворяется в нефтепродуктах, но легко растворяется в воде. Окрашивание белой ткани, в которую завернуты кристаллы марганцово-кислого калия, указывает наличие воды.
При определении содержания воды в маслах может быть использовано ее свойство взаимодействовать с гидридом кальция. Реакция идет с выделением теплоты, то есть экзотермическая. Повышение температуры масла, после добавления в пробу навески гидрида кальция, позволяет определить содержание воды.
Определение общего щелочного числа проводится с использованием в качестве реагента щавелевой кислоты С2Н2О4.
Определение содержания водорастворимых кислот и щелочей основано на получении водной вытяжки из масел и определения в ней кислот и щелочей с помощью метилоранжа и фенолфталеина.
Присутствие абразивных механических примесей в маслах определяют пробой на истирание. На чистое плоское стекло наносят несколько капель испытуемого масла и закрывают вторым стеклом. Передвигают стекла одно относительно другого, плотно прижав их пальцами. Если в масле присутствуют абразивные механические примеси, то слышен характерный скрип.
Определение содержания механических примесей в маслах основано на нанесении капли масла на фильтровальную бумагу и сравнении полученных после воздушной сушки пятен с эталоном. Если на чистом листе бумаги, расположенном наклонно, после протекания тонкой струи масла остаются тёмные точки, значит, масло содержит некачественные присадки или примеси.
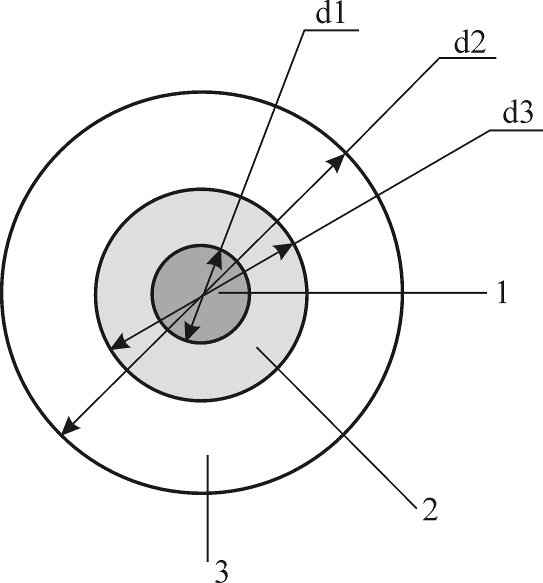
Хроматография относится к физическим методам разделения смесей веществ с использованием различия распределений их компонентов между подвижной и неподвижной фазами. Чаще всего используются методы бумажной хроматографии. Капля исследуемой жидкости (масла) наносится на бумагу и по размерам концентрических кругов определяется степень загрязнения. В центре, тёмным пятном, располагаются продукты износа, а снаружи ‑ светлым кольцом вода, находящаяся в смазке (рисунок 127).
 |
 |
| Рисунок 127 – Пояснение к использованию метода бумажной хроматографии: 1 – ядро; 2 – масло; 3 – вода | |
Коэффициент воды: Кводы = d3/d2, где d3 – диаметр внешнего кольца воды; d2 – диаметр кольца масла. Допустимое значение 1,3 – это соответствует примерно 2% воды в масле.
Коэффициент примеси: Кпримеси = d2/d1, где d1 – диаметр внутреннего кольца примесей; d2 – диаметр кольца масла. Допустимое значение 1,4 – соответствует примерно 0,7% механических примесей.
Наличие и содержание примесей определяется по пятну капли масла на фильтровальной бумаге или пластинах для тонкослойной хроматографии. Для анализа капля тщательно перемешанного масла наносится на фильтровальную бумагу, после чего вид пятна впитавшейся в бумагу капли масла сравнивается с эталонными масляными пятнами. По цвету ядра допускаются: светло-желтый, темно-коричневый, серый. Чёрный цвет ядра с блеском свидетельствует о работе смазки при повышенной температуре.
В общем случае масло считается отработанным и подлежит замене при выполнении хотя бы одного из следующих условий: повышение кислотного числа до 5 мг КОН на 1 г масла; изменение вязкости на 25% от первоначального значения; содержание воды в масле свыше 2%, если водная вытяжка имеет кислую реакцию свыше 0,5%; наличие в масле свыше 0,5% механических примесей; присутствие в масле примесей, оказывающих абразивное воздействие не допускается.
Вопросы для самостоятельного контроля
- Каким образом контролируется поступление смазочного материала?
- Как проверить качество смазочного материала?
- Какие методы существуют для анализа продуктов износа в смазке?
- Какая форма частиц характерна для различных стадий износа?
- Какие требования должны выполняться при отборе проб масла?
- Для чего проводят магнитное извлечение металлических примесей?
- Какие параметры контролируют для оценки качества смазочного материала?
- Какие признаки используют при визуальном контроле цвета масла?
- Как определить наличие воды в смазке?
- Как применить метод бумажной хроматографии для оценки качества смазочного материала?
Пока нет комментариев