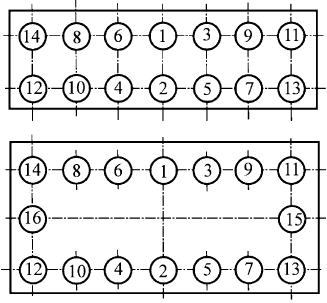
Резьбовое соединение – крепёжное соединение, соединяемые профили деталей которого выполняются в виде резьб. В резьбовых соединениях применяются метрические (параметры указываются в миллиметрах) и дюймовые (параметры указываются в дюймах) резьбы со своими стандартными рядами параметров. Кроме того профиль метрической резьбы имеет угол при вершине 60°, а дюймовой – 55° (если она выполнена по британскому стандарту) или […]
2.1.4. Аксиомы работоспособного состояния оборудования
Работоспособное состояние механизма характеризуется следующими признаками [1]: низкий уровень вибрации и шума; отсутствие ударных процессов; температура корпуса не превышает предельных значений; отсутствие утечек смазки; отсутствие трещин; отсутствие повреждений сопрягаемых элементов; определённые параметры шероховатости рабочих поверхностей; наличие оптимальных зазоров сопрягаемых деталей.
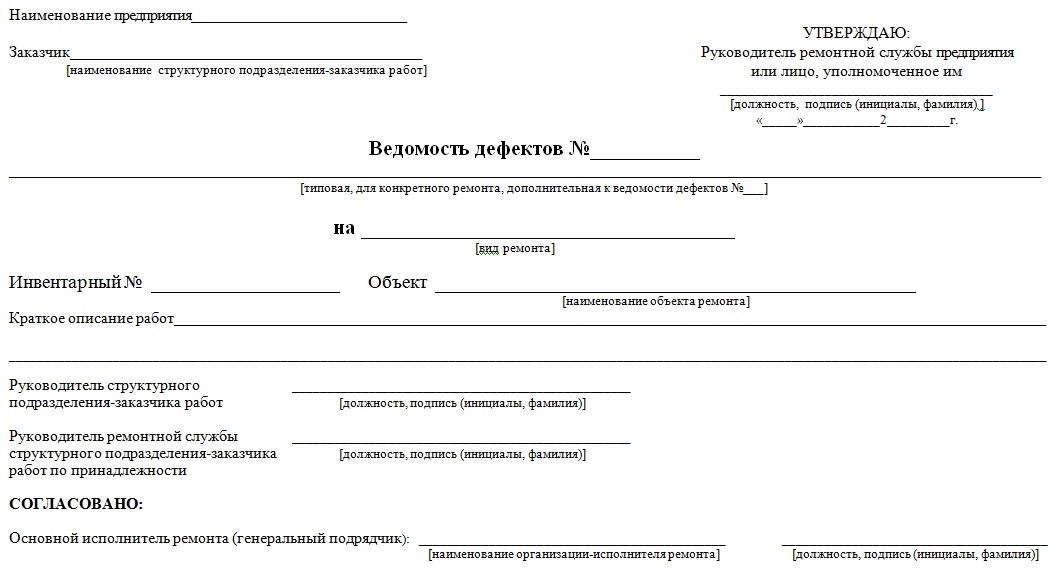
Приложение 9. Формы страниц ведомости дефектов
Проект «ПОЛОЖЕНИЯ О ТЕХНИЧЕСКОМ ОБСЛУЖИВАНИИ И РЕМОНТЕ МЕХАНИЧЕСКОГО ОБОРУДОВАНИЯ МЕТАЛЛУРГИЧЕСКИХ ПРЕДПРИЯТИЙ» (первая редакция) [Государственный институт труда и социально-экономических исследований: Ж. Водопьян, Л. Гончарук, В. Коваль, Т. Сыркина (к.э.н., руководитель разработки), Л. Тарасенко, В. Шевченко]. — Харьков: ГИТ СЭИ, 2011. — 204 с.
2.1.3. Основные элементы механических систем
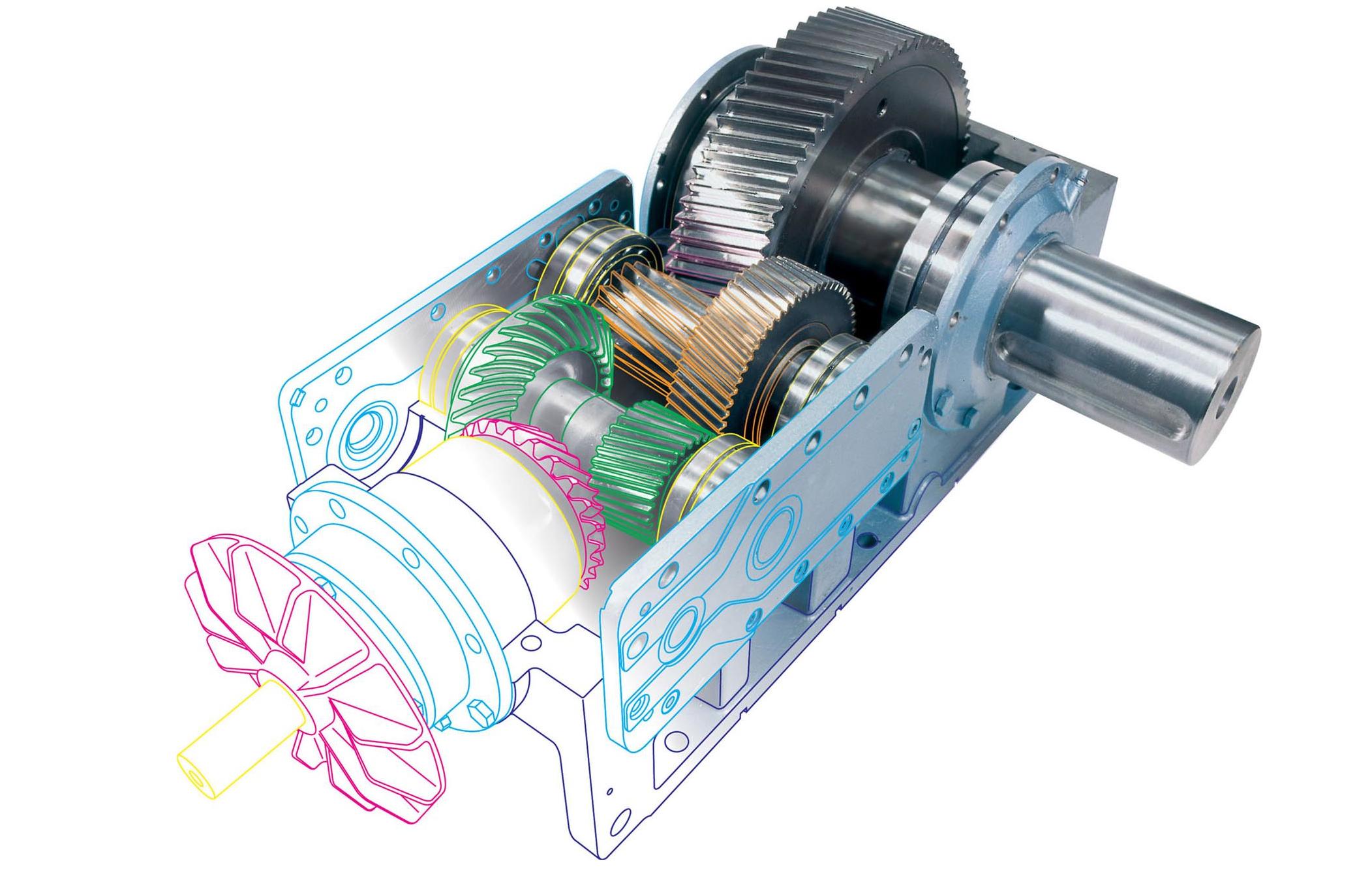
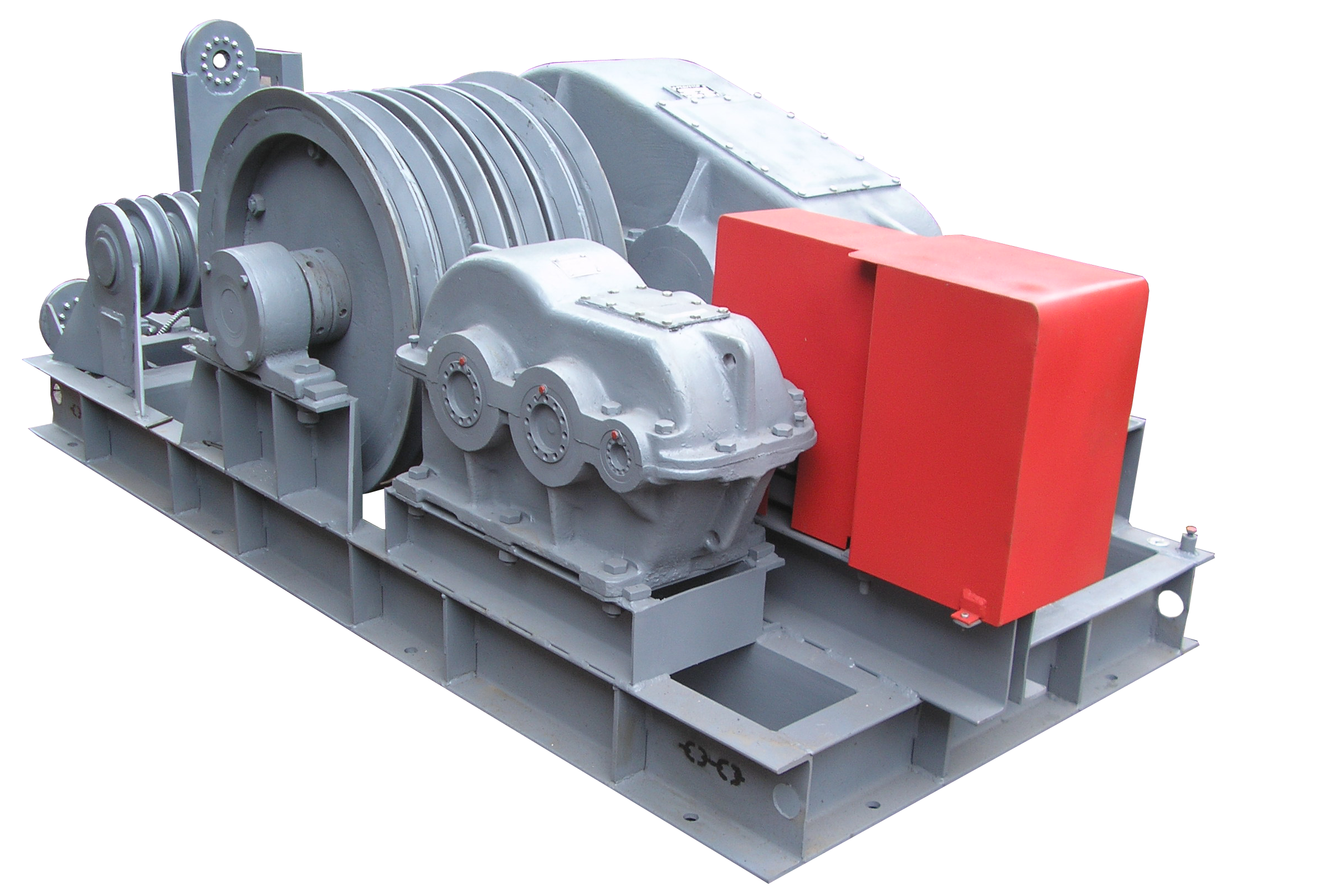
Оборудование – совокупность агрегатов, сборочных единиц, механизмов, а также аппаратов, колонн, установок, технологических линий, электротехнических и теплотехнических объектов, технологических и обвязочных трубопроводов и других устройств, используемых при производстве продукции или при выполнении технологических функций. Оборудование может состоять из изделий, огнеупорной кладки, технологических металлоконструкций и т.д.
7.7. Обработка поверхности
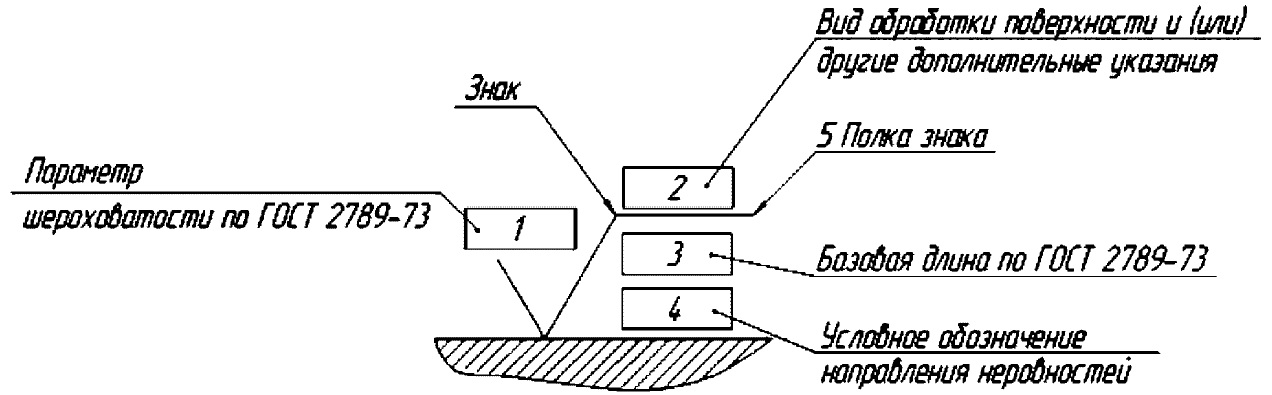
Обозначение шероховатости поверхности (смотри таблицу 7.3, таблицу 7.4): – знак I применяется для поверхности, вид обработки которой конструктором не устанавливается; – знак II применяется для поверхности, которая должна быть обработана удалением слоя материала, например, точением, фрезерованием, сверлением, шлифованием, полированием, травлением и т.п.; – знак III применяется для поверхности, образуемой без удаления слоя материала, например, литьём, […]
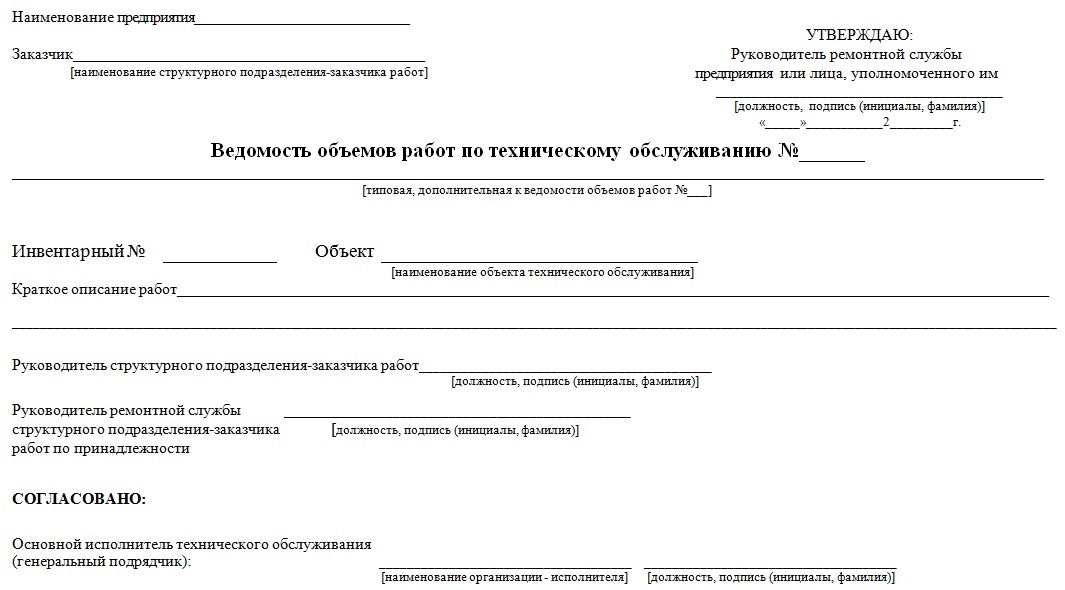
Приложение 8. Формы страниц ведомости объёмов работ
Проект «ПОЛОЖЕНИЯ О ТЕХНИЧЕСКОМ ОБСЛУЖИВАНИИ И РЕМОНТЕ МЕХАНИЧЕСКОГО ОБОРУДОВАНИЯ МЕТАЛЛУРГИЧЕСКИХ ПРЕДПРИЯТИЙ» (первая редакция) [Государственный институт труда и социально-экономических исследований: Ж. Водопьян, Л. Гончарук, В. Коваль, Т. Сыркина (к.э.н., руководитель разработки), Л. Тарасенко, В. Шевченко]. — Харьков: ГИТ СЭИ, 2011. — 204 с.
7.6. Основы термообработки

Термообработка металлов и их сплавов — процесс целесообразно выбранных операций нагрева и охлаждения, в результате которого повышаются механические свойства, изменяются физические свойства, а следовательно, увеличивается срок эксплуатации деталей. Основными видами термообработки являются: отжиг, нормализация, закалка и отпуск.
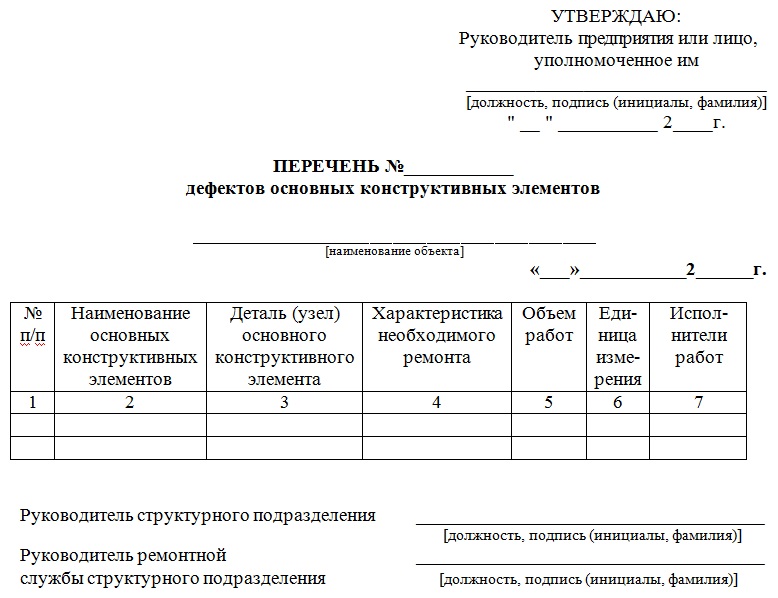
Приложение 7. Формы акта технического обследования и перечня дефектов основных конструктив
Проект «ПОЛОЖЕНИЯ О ТЕХНИЧЕСКОМ ОБСЛУЖИВАНИИ И РЕМОНТЕ МЕХАНИЧЕСКОГО ОБОРУДОВАНИЯ МЕТАЛЛУРГИЧЕСКИХ ПРЕДПРИЯТИЙ» (первая редакция) [Государственный институт труда и социально-экономических исследований: Ж. Водопьян, Л. Гончарук, В. Коваль, Т. Сыркина (к.э.н., руководитель разработки), Л. Тарасенко, В. Шевченко]. — Харьков: ГИТ СЭИ, 2011. — 204 с.
7.5. Сопротивление материалов
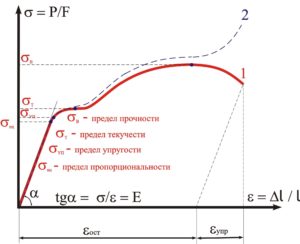
Модуль Юнга (модуль упругости первого рода) Е, МПа, Н/мм2 — постоянная упругости в законе Гука в пределах, когда деформация пропорциональна напряжению. Модуль Юнга численно равен напряжению, увеличивающему длину образца в два раза: для стали, Ест = (2,0-2,2)×105 МПа; для чугуна, Еч = 1,2×105 МПа; для меди, Ем = 1,0×105 МПа; для алюминия, Еал = 0,6×105 МПа; […]
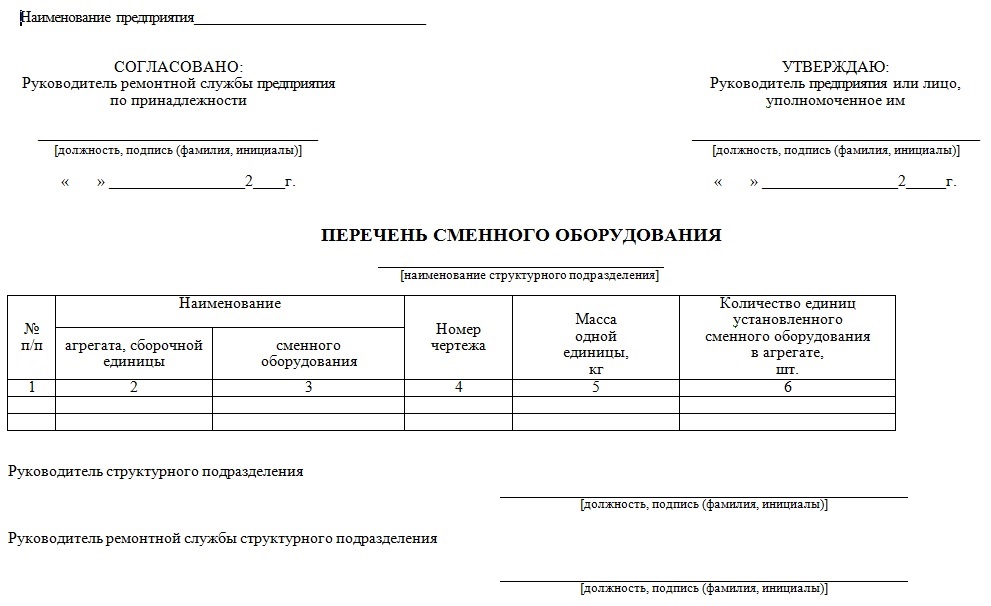
Приложение 4. Форма перечня сменного оборудования
Проект «ПОЛОЖЕНИЯ О ТЕХНИЧЕСКОМ ОБСЛУЖИВАНИИ И РЕМОНТЕ МЕХАНИЧЕСКОГО ОБОРУДОВАНИЯ МЕТАЛЛУРГИЧЕСКИХ ПРЕДПРИЯТИЙ» (первая редакция) [Государственный институт труда и социально-экономических исследований: Ж. Водопьян, Л. Гончарук, В. Коваль, Т. Сыркина (к.э.н., руководитель разработки), Л. Тарасенко, В. Шевченко]. — Харьков: ГИТ СЭИ, 2011. — 204 с.