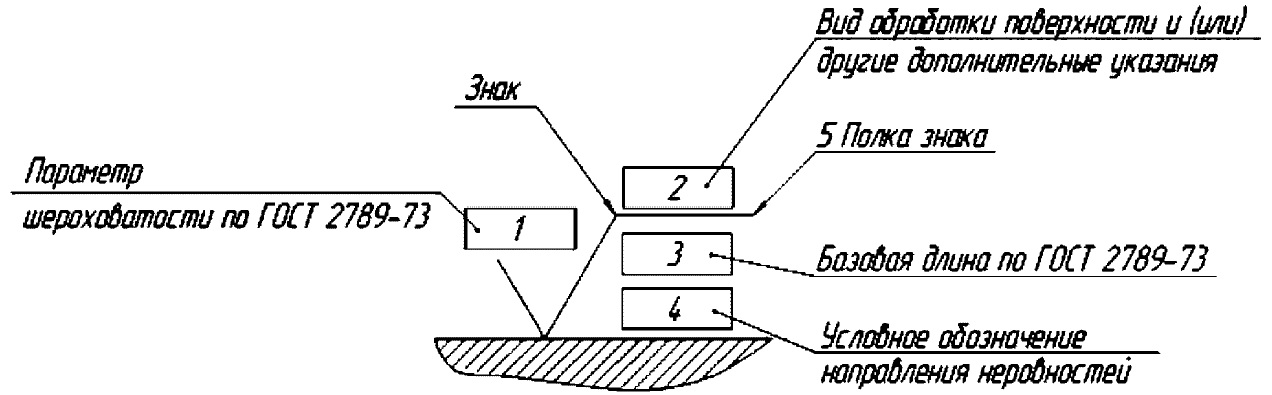
Обозначение шероховатости поверхности (смотри таблицу 7.3, таблицу 7.4):
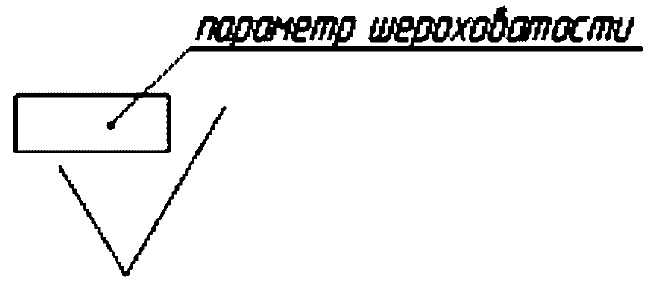 |
– знак I применяется для поверхности, вид обработки которой конструктором не устанавливается; |
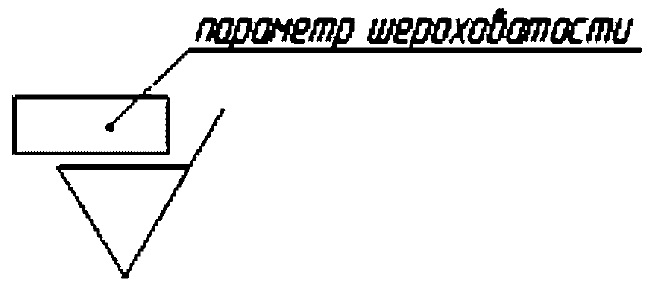 |
– знак II применяется для поверхности, которая должна быть обработана удалением слоя материала, например, точением, фрезерованием, сверлением, шлифованием, полированием, травлением и т.п.; |
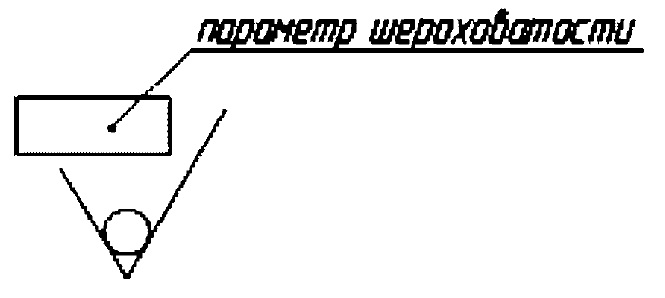 |
– знак III применяется для поверхности, образуемой без удаления слоя материала, например, литьём, объёмной ковкой, штамповкой, прокаткой, волочением и т.п. |
Таблица 7.3. Рекомендуемая шероховатость сопрягаемых поверхностей деталей.
Охватывающие и охватываемые цилиндрические и призматические поверхности
| Квалитеты | Поверхность | |||||||
|---|---|---|---|---|---|---|---|---|
| 6; 7 | 8; 9 | 11 | 12 | цилиндрическая | плоская | |||
| отверстие | вал | |||||||
| Условия работы | ||||||||
| трение, износ | без трения | трение, износ | без трения | |||||
| Номинальный размер, D и B. мм | Рекомендуемая шероховатость | |||||||
| 10-30 | — | — | — | 1,25 | 2,5 | 0,63 | 1,25 | 2,5 |
| 30-120 | <6 | — | — | |||||
| 120-180 | 6-18 | — | — | 1,25 | ||||
| > 180 | 18-80 | <3 | — | 2,5 | 2,5 | |||
| — | 80-360 | 3-10 | — | 2,5 | ||||
| — | >360 | 10-30 | <6 | Rz20 | Rz20 | Rz20 | ||
| — | — | 30-120 | 6-15 | Rz20 | Rz20 | |||
| — | — | >120 | 15-80 | Rz40 | Rz40 | |||
| — | — | — | 80-260 | Rz40 | Rz40 | Rz40 | ||
| — | — | — | >260 | Rz80 | Rz80 | |||
Таблица 7.4. Оптимальная шероховатость поверхностей деталей при разных способах обработки
| Вид обработки | Шероховатость поверхности | |||
|---|---|---|---|---|
| Ковка | Rz630 | |||
| Ковка при нагреве поковки газообразным топливом | Rz1000 | |||
| Литьё в песчаные формы | отливки из стали | Rz1250 | ||
| отливки из чугуна | Rz630 | |||
| отливки из цветных металлов и их сплавов | Rz320 | |||
| Литьё по выплавляемым моделям | Rz80-Rz20 | |||
| Холодная штамповка, вырубка, пробивка | толщина металла, мм | <=6 | Rz160 | |
| 6-10 | Rz320 | |||
| >10 | Rz400 | |||
| Резка механическая | толщина проката, мм | <20 | Rz320 | |
| >20 | Rz500 | |||
| Резка кислородная | ручная | толщина разрезаемого металла, мм | <25 | Rz1000 |
| 25-50 | Rz1600 | |||
| <25 и >50 | не регламентируется и на чертежах не указывается | |||
| механизированная | 5-15 | Rz160 | ||
| 15-30 | Rz320 | |||
| 30-50 | Rz630 | |||
| <5 и >50 | не регламентируется и на чертежах не указывается | |||
| Слесарная обработка | Rz40-2,5 | |||
| Зачистка наждачным полотном | 2,5-0,63 | |||
| Точение наружное и по торцам | предварительное | Rz320-Rz80 | ||
| чистовое | Rz80-2,5 | |||
| тонкое | 1,25-0,63 | |||
| Строгание | предварительное | Rz160-Rz80 | ||
| чистовое | Rz40-Rz20 | |||
| тонкое | 2,5-1,25 | |||
| Хонингование | чистовое | 0,63-0,32 | ||
| тонкое | 0,16-0,04 | |||
| Суперфиниширование | чистовое | 0,32-0,16 | ||
| тонкое | 0,16-0,04 | |||
| Притирка | чистовая | 2,5-0,32 | ||
| тонкая | 1,25-0,08 | |||
| отделочная | 0,08-0,04 | |||
| зеркальная | Rz0,1-Rz0,05 | |||
| Доводка | механическая чистовая | 0,32-0,16 | ||
| ручная | предварительная | 1,25-0,63 | ||
| средняя | 0,63-0,32 | |||
| чистовая | 0,16-0,08 | |||
| отделочная | 0,04-Rz0,1 | |||
| зеркальная | Rz0,1-Rz0,05 | |||
| Раскатка поверхности роликовой раскаткой | 0,63-0,16 | |||
| Обкатка поверхности роликов и шариком | 0,63-0,16 | |||
| Обработка пластических масс | прессование, литьё под давлением | 1,25-0,16 | ||
| точение и фрезерование | Rz40-Rz20 | |||
| сверление | Rz80-Rz20 | |||
| полирование | 2,5-1,25 | |||
Если шероховатость поверхностей, образующих контур, должна быть одинаковой, обозначение шероховатости наносят один раз. Диаметр вспомогательного знака О — 4-5 мм. В обозначении одинаковой шероховатости поверхностей, плавно переходящих одна в другую, знак О не приводят. Обозначение одинаковой шероховатости поверхности сложной конфигурации допускается приводить в технических требованиях чертежа с ссылкой на буквенное обозначение поверхности.
На линии невидимого контура допускается наносить обозначение шероховатости только в случаях, когда от этой линии нанесён размер.
При указании одинаковой шероховатости для всех поверхностей изделия обозначение шероховатости помещают в правом верхнем углу чертежа и на изображении не наносят. При указании одинаковой шероховатости для части поверхностей изделия в правом верхнем углу чертежа помещают обозначение одинаковой шероховатости и условное обозначение (знак I ). Когда часть поверхностей не обрабатывается по данному чертежу, в правом верхнем углу чертежа перед обозначением (знак I) помещают знак III. Значение параметра шероховатости по ГОСТ 2789-73 указывают в обозначении шероховатости: для параметра Ra — без символа; для параметра Rz — с символом (рисунок 7.3).
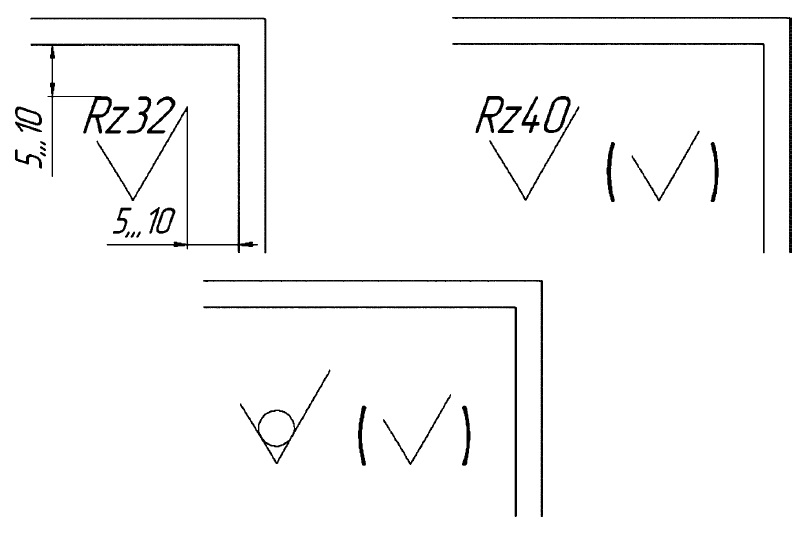
Рисунок 7.3 — Обозначение шероховатости на чертеже
| < 7.6. Основы термообработки | Содержание | Литература > |
Сразу вспоминается ТММ.