 Модуль Юнга (модуль упругости первого рода) Е, МПа, Н/мм2 — постоянная упругости в законе Гука в пределах, когда деформация пропорциональна напряжению.
Модуль Юнга (модуль упругости первого рода) Е, МПа, Н/мм2 — постоянная упругости в законе Гука в пределах, когда деформация пропорциональна напряжению.
Модуль Юнга численно равен напряжению, увеличивающему длину образца в два раза: для стали, Ест = (2,0-2,2)×105 МПа; для чугуна, Еч = 1,2×105 МПа;
для меди, Ем = 1,0×105 МПа; для алюминия, Еал = 0,6×105 МПа; для каната, Ек = (1,1-1,7)×105 МПа: канат с органическим сердечником, Ео = (1,1-1,3)×105 МПа; канат с металлическим сердечником, Емет = 1,4×105 МПа; канат закрытый, Ез = 1,7×105 МПа.
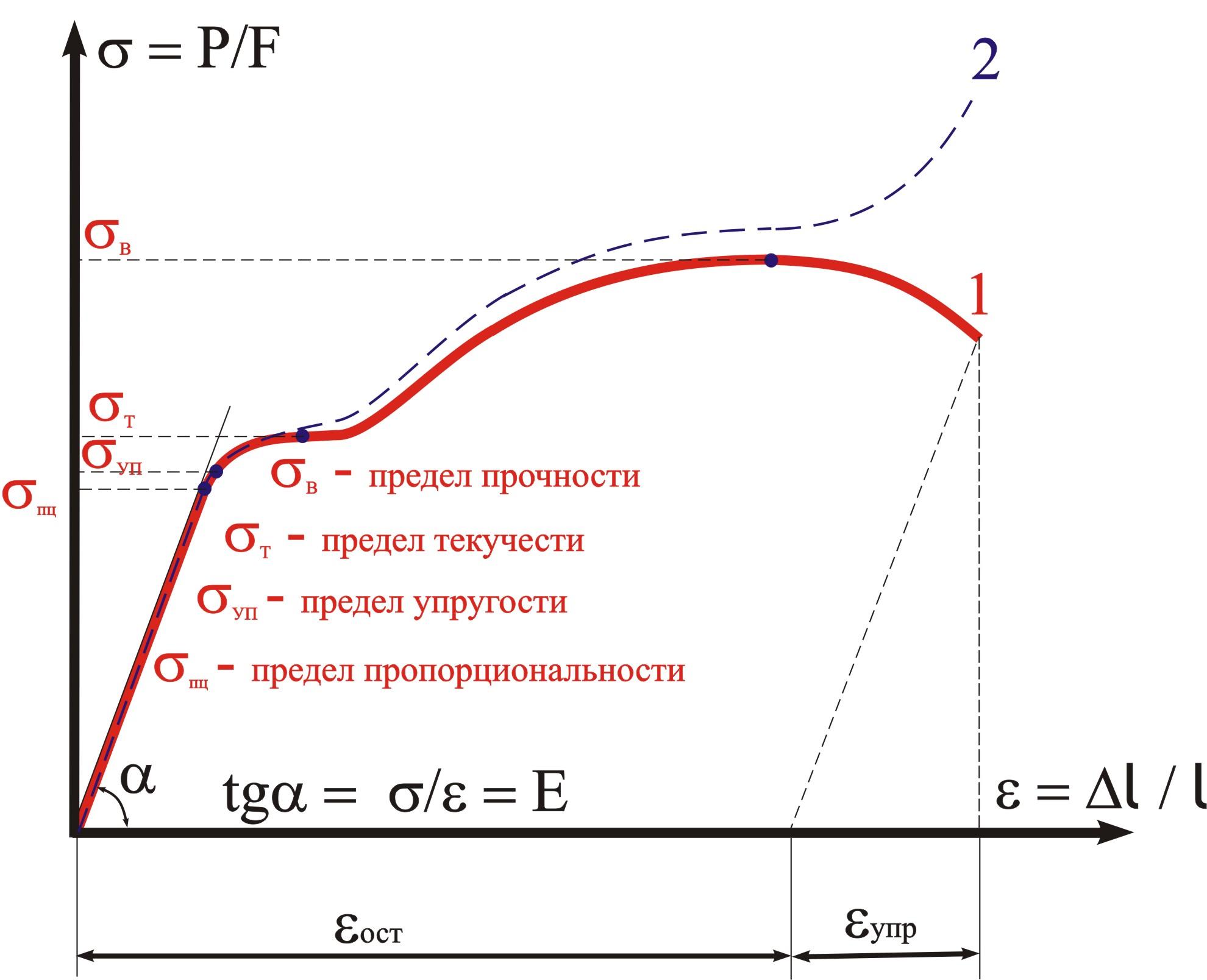
Закон Гука: возникающее удлинение образца Δl под действием внешней силы Р пропорционально величине действующей силы, первоначальной длине l и обратно пропорционально площади поперечного сечения S:
Δl = (l × Р) / (Е × S) или р = Е × ε,
где р = Р / S — напряжение; ε = Δl / l — относительная продольная деформация.
Материалы разделяются на хрупкие и пластичные. Хрупкие вещества
разрушаются при очень малых относительных удлинениях. Хрупкие материалы обычно выдерживают, не разрушаясь, большее сжатие, чем растяжение.
Совместно с деформацией растяжения наблюдается уменьшение диаметра образца. Если Δd — изменение диаметра образца, то ε1 = Δd / d принято называть относительной поперечной деформацией. Абсолютная величина μ = ε1 / ε носит название коэффициента поперечной деформации — коэффициента Пуассона. Коэффициент Пуассона для стали: μст = 0,3.
Сдвиг — деформация, при которой все слои тела, параллельные некоторой плоскости, смещаются друг относительно друга.
Закон Гука для деформации сдвига: р = G × α, где G — модуль сдвига;
α — угол сдвига (относительный сдвиг). Модуль упругости стали при сдвиге:
Gст = 0,8×105 МПа.
Соотношение между упругими постоянными: G = Е / 2 × (1 + μ).
Температурный коэффициент линейного расширения — величина, равная среднему (в интервале температур [0; t] °С) относительному удлинению тела (град-1): α = (l1 – l) / (t × l0). Температурный коэффициент линейного
расширения: для стали, αст = (11-12)×10-6 град-1; для меди, αм = 16,5×10-6 град-1;
для алюминия, αал = 23,0×10-6 град-1.
Отсутствие тепловых зазоров приводит к возникновению значительных сил, определяемых площадью сечения вала:
Fa = E × S × α × Δt,
где E — модуль Юнга, МПа; S — площадь сечения вала, м2; α — коэффициент линейного расширения, град-1; Δt — повышение температуры, °С.
Предел текучести — напряжение, при котором появляется текучесть (увеличение деформации без увеличения деформирующей силы). Предел текучести: рядовая сталь, σт = 200 МПа; сталь средней прочности, σт = 400 МПа; легированная сталь, σт = 800 МПа.
Предел упругости — напряжение, при котором остаточные деформации впервые достигают некоторой величины, характеризуемой определенным допуском, устанавливаемым техническими условиями.
Предел прочности — напряжение, отвечающее наибольшей нагрузке,
предшествовавшей разрушению образца.
Усталость — процесс постепенного возникновения и развития трещины в материале под воздействием многократно повторяющихся силовых
воздействий.
Предел выносливости — наибольшее напряжение, которое может выдержать материал при заданном числе циклов нагружения.
Ползучесть — нарастание во времени пластической деформации материала при силовых воздействиях, меньших чем те, которые вызывают остаточную деформацию.
| < 7.4. Мерительный инструмент | Содержание | 7.6. Основы термообработки > |
Пока нет комментариев