Резьбовое соединение – крепёжное соединение, соединяемые профили деталей которого выполняются в виде резьб. В резьбовых соединениях применяются метрические (параметры указываются в миллиметрах) и дюймовые (параметры указываются в дюймах) резьбы со своими стандартными рядами параметров. Кроме того профиль метрической резьбы имеет угол при вершине 60°, а дюймовой – 55° (если она выполнена по британскому стандарту) или 60° (если она выполнена по американскому стандарту).
Перед сборкой выполняют расконсервацию крепёжных деталей, снимая защитную смазку растворителем, выполняют очистку резьбы. Проверяют состояние резьбы, снимают заусенцы, повреждённые места зачищают, смазывают резьбу и проверяют свинчиваемость соединения. При наличии вмятин, забоин, выкрашивании, срыве более двух ниток резьбы, изгибе стержней или заметном износе – крепёжные детали бракуют. [1]
При сборке резьбовых соединений:
- проверяют стык соединяемых деталей на прилегание стыкуемых поверхностей (при необходимости пригоняют стыкуемые поверхности);
- совмещают оси отверстий под крепёжные детали; в отверстия вставляют болты или ввёртывают шпильки;
- надевают шайбы и подкладочные стопорные элементы;
- наворачивают гайки и предварительно их навинчивают;
- замеряют зазор по опорным поверхностям гаек (прилегание опорных поверхностей должно быть не менее 75% по всей длине);
- окончательно затягивают гайки;
- контролируют правильность взаимной ориентации соединяемых деталей и плотность стыка в соответствии с рабочими чертежами.
Технология сборки резьбовых соединений с приложением крутящего момента к гайке осуществляется с помощью гаечных ключей, ключей предельного момента, динамометрических ключей, ключей мультипликаторов, гидравлических, пневматических, электрических гайковёртов, что приводит к возникновению в стержне болта касательных напряжений.
Технология сборки резьбовых соединений с предварительным нагревом болтов (до 100 °С) исключает возникновение касательных напряжений (при этом следует учитывать потери тепла при сборке, что может не позволить обеспечить создание в болтах заданных сил предварительной затяжки).
Технология сборки резьбовых соединений с приложением к болтам осевых сил исключает возникновение в стержнях касательных напряжений, а использование гидравлического инструмента позволяет обеспечить контроль усилия затяжки при помощи манометра на маслостанции.
Для неответственных (конструктивных) болтов и шпилек затяжку производят в 2 обхода, а для ответственных (расчётных) – не менее чем в 3 обхода (0,5; 0,7; 1,0 усилия затяжки). Резьбовые соединения с предварительным растяжением собирают в 2 обхода. На предварительном этапе с помощью ключей, гайковёртов и специальных накидных головок проводят навинчивание гаек до упора. На завершающем этапе с помощью ключей-мультипликаторов, гайковёртов, гидравлических ключей, специальных домкратов или других устройств окончательно затягивают гайки.
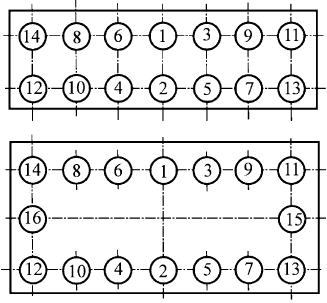 Группы болтов (шпилек) затягивают с одинаковым усилием. Затяжку следует проводить в шахматном порядке симметрично относительно продольной оси стыка от центра к периферии. Сборку резьбовых соединений фланцевых стыков проводят путём одновременной затяжки симметрично расположенных пар гаек (попарная сборка) либо диаметрально расположенных гаек.
Группы болтов (шпилек) затягивают с одинаковым усилием. Затяжку следует проводить в шахматном порядке симметрично относительно продольной оси стыка от центра к периферии. Сборку резьбовых соединений фланцевых стыков проводят путём одновременной затяжки симметрично расположенных пар гаек (попарная сборка) либо диаметрально расположенных гаек.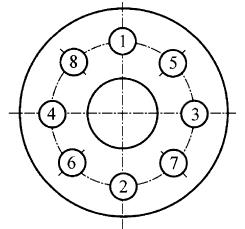
Стопорение резьбовых соединений применяют для предотвращения самоотвинчивания. Несмотря на то, что резьба резьбового соединения имеет угол подъёма винтовой линии намного меньше, чем угол трения, вибрация, переменные нагрузки, нарушение технологии способствуют рассоединению (самоотвинчиванию) деталей резьбового соединения. Для предотвращения этого применяют [2]:
- Контрование путём установки дополнительной гайки (контргайки).
- Шплинтование при помощи стальной проволоки полукруглого сечения, сложенной вдвое (шплинта), которая пропускается через радиальное отверстие в резьбе и фиксирует прорезные и корончатые гайки относительно болта.
- Обвязка проволокой крепёжных элементов (болтов, гаек) относительно неподвижных элементов конструкции или расположенных рядом однотипных крепёжных элементов.
- Установка пружинной шайбы (шайбы Гровера) под гайку или головку болта с созданием дополнительного натяжения в резьбе.
- Установка стопорной шайбы с загибающейся лапкой или носком.
- Приварка, пайка, расклёпывание, кернение, что приводит к превращению резьбового соединения в условно разъёмное, путём фиксации к конструкции или изменения профиля витка резьбы.
- Нанесение на резьбу клея, лака, краски, которые обеспечивают фиксацию за счёт адгезии (прилипания, сцепления) при затвердевании.
- Использование гаек с некруглой резьбой, что осуществляется путём сминания обычной гайки ударом молотка, резьбовое отверстие при этом становится эллиптическим.
- Использование анкерных гаек, имеющих разрез с одной стороны вдоль оси. Отверстие в этом месте слегка сжато, разрезанные участки слегка пружинят, противостоя самопроизвольному отвинчиванию.
Конкретный способ стопорения резьбового соединения определяется требованиями проектно-конструкторской или нормативной документации.
Соединение, в котором оборван винт или шпилька, ремонтируют одним из следующих методов:
- для извлечения обломка тонкий бородок или керн приставляют концом к верху обломка; постукивая молотком по бородку, которому придают наклон в направлении, противоположном направлению резьбы, вывинчивают обломок, стараясь не повредить края резьбы.
- в обломке винта или шпильки высверливают отверстие диаметром меньше, чем диаметр резьбы, и забивают в него ребристый закалённый стержень; проворачивая стержень, удаляют обломок из гнезда.
Детали большого диаметра с изношенной наружной резьбой ремонтируют срезанием старой резьбы и нарезанием новой (если это допускается условиями прочности) или же на деталь насаживают втулку либо бандаж с резьбой.
Изношенную или сорванную резьбу в отверстиях детали не восстанавливают. В этих случаях поступают одним из следующих способов:
- если это возможно, отверстие просверливают на большую глубину и снова нарезают в нём резьбу, в углубленное отверстие ввинчивают новый винт с удлиненной резьбовой частью;
- отверстие рассверливают, нарезают новую резьбу большего диаметра и ставят новые винты с резьбой данного диаметра, отверстие для винта в соединяемой детали либо рассверливают, либо изготовляют шпильку с уступом и резьбой двух диаметров:
При износе, повреждении болты, винты, шпильки, гайки заменяют новыми.
Перечень ссылок
- Механическое оборудование: техническое обслуживание и ремонт / В.И. Бобровицкий, В.А. Сидоров. – Донецк: Юго-Восток, 2011. – 238 с.
- Резьбовое соединение // Википедия: свободная энциклопедия. – http://ru.wikipedia.org/wiki/Резьбовое_соединение.
Вопросы для контроля
- Каков рекомендуемый порядок сборки резьбовых соединений?
Пока нет комментариев