материал предоставил к.т.н. СИДОРОВ Владимир Анатольевич
Несмотря на большое количество современных методов диагностирования и контроля работы оборудования, органолептические методы, основанные на анализе информации, воспринимаемой органами чувств человека, до сих пор имеют широкое распространение. Вопреки кажущейся примитивности, они являются достаточно эффективными (даже в сравнении с приборными методами) и не требуют серьёзных вложений средств. Но в случае их применения большое влияние имеет субъективный фактор и, прежде всего, квалификация персонала. Поскольку в настоящий момент существует проблема преемственности в передаче знаний, особое значение имеют обобщение и систематизация накопленного ранее опыта в области органолептических методов контроля технического состояния.
Современное механическое оборудование, работающее в составе технологических линий промышленных предприятий, должно удовлетворять высоким требованиям надёжности, в первую очередь показателям безотказности. Отказ одного из элементов приводит к остановке или нарушению технологического процесса. Поэтому дефекты и повреждения, предваряющие ускоренный износ элементов оборудования, должны быть обнаружены и устранены на самых ранних стадиях возникновения и развития.
В настоящее время службы технического диагностирования всё чаще становятся неотъемлемой частью структуры ремонтных подразделений промышленных предприятий. Это позволяет на основании сведений о техническом состоянии механического оборудования решать задачи:
- определения рациональных сроков и объёмов ремонта;
- выявления механизмов, требующих проведения ремонта и находящихся в аварийном состоянии;
- оценки качества ремонта;
- оценки состояния и качества монтажа нового оборудования.
Эффективность решения данных задач обеспечивается своевременным использованием диагностической информации ремонтными службами промышленных предприятий.
При определении технического состояния механического оборудования используют объективные (приборные) и субъективные (органолептические) методы. Диагностирование с применением приборов основано на получении информации в виде электрических, световых, звуковых сигналов при взаимодействии объекта диагностирования с физическими полями — вибрационными, акустическими, тепловыми. На первом уровне решения задач диагностирования используются органолептические методы. Эти методы позволяют повысить точность диагноза и в случае использования приборных методов. При этом требуется высокая квалификация специалиста, принимающего решение о необходимости проведения ремонта. Оптимальным является рациональное сочетание субъективного мнения и объективных данных о состоянии механического оборудования.
Анализ видов повреждений элементов механизмов, характера их проявления и развития позволяет определить аксиомы работоспособного состояния механического оборудования дополнительно к общепринятому определению работоспособного состояния (выполнение всех заданных функций в пределах значений параметров, соответствующих требованиям нормативно-конструкторской документации). Для механического оборудования дополнительно работоспособное состояние характеризуется:
- низким уровнем шума и вибрации;
- минимальными динамическими, в частности, ударными процессами;
- температурой узлов и деталей механизма, не превышающей допустимых значений;
- отсутствием трещин и подтеканий масла.
Это позволяет сформулировать перечень диагностических параметров, необходимых для определения технического состояния, объединив субъективные и объективные методы технического диагностирования:
- анализ шумов механизма;
- измерение параметров вибрации;
- измерение температуры;
- результаты визуального осмотра.
В настоящее время при диагностировании механического оборудования в наибольшей степени используются методы вибрационного диагностирования:
- определение общего уровня вибрации;
- анализ частотной и временной формы вибрационного сигнала;
- метод ударных импульсов;
- кепстральный анализ;
- пик-фактор и другие.
В меньшей мере используются результаты измерения температуры в локальных точках и анализ тепловых полей при помощи тепловизора.
Незаслуженно забытыми оказываются органолептические методы, дополняющие и подтверждающие правильность поставленного диагноза. Практический опыт показывает, что невозможно заменить механика с его субъективизмом, основанном на знании особенностей эксплуатации и ремонта оборудования. Приведенный ниже краткий обзор органолептических методов технического диагностирования механического оборудования будет способствовать возрождению уровня знаний не только диагностов, но и всего персонала, задействованного при эксплуатации, техническом обслуживании и ремонтах механизмов.
Органолептический (органо- + греч. leptikos — способный взять, воспринять) метод — основан на анализе информации, воспринимаемой органами чувств (зрения, обоняния, осязания, слуха, вкуса) без применения технических измерительных или регистрационных средств. Эта информация не может быть представлена в численном выражении, а основывается на ощущениях, генерируемых органами чувств человека. Решение относительно объекта контроля принимается по результатам анализа чувственных восприятий
Поэтому точность метода зависит от квалификации, опыта и способностей лиц, проводящих диагностирование. При органолептическом контроле могут использоваться технические средства, повышающие разрешающие способности или восприимчивость органов чувств (лупа, микроскоп, слуховая трубка и т.п.), не являющиеся измерительными.
Принятие решения имеет характер «соответствует — не соответствует» и определяется диагностическими правилами типа «если — то», имеющими конкретную реализацию для узлов механизма. Практически, происходит оценка состояния оборудования по двухуровневой шкале — продолжать эксплуатацию или необходим ремонт. Объём информации о техническом состоянии — минимально необходимый.
Основная цель — обнаружение отклонений от работоспособного состояния механизма. Решение о техническом состоянии механизма принимает технологический или ремонтный персонал, обслуживающий оборудование на основании опыта и производственной ситуации. Принимается решение об остановке оборудования для визуального осмотра и последующего ремонта или продолжения эксплуатации.
Основные органолептические методы, используемые при оценке технического состояния механического оборудования:
- Анализ шумов механизмов происходит по двум направлениям:
- Акустическое восприятие, позволяющее оценивать наиболее значимые повреждения, меняющие акустическую картину механизма. Весьма эффективно при различении повреждений муфт, определении дисбаланса или ослабления посадки деталей, обрыве стержней ротора, ударах деталей. Диагностические признаки — изменение тональности, ритма и громкости звука.
- Анализ колебаний механизмов. В этом методе механические колебания корпусных деталей преобразуются в звуковые колебания при помощи технических или электронных стетоскопов. Предпринимаются попытки расширить возможности человеческого восприятия, используя электронные средства.
- Контроль температуры
Позволяет оценить степень нагрева корпусных деталей по уровням «холодно», «тепло», «горячо». «Холодно» — температура менее +20 °С, «тепло» — температура +30…+40 °С, «горячо» — температура свыше +50 °С. Возможно расширение диапазонов воспринимаемых температур. - Восприятие вибрации
Основано на тактильном анализе, как и контроль температуры. Значения параметров вибрации субъективно оценить затруднительно. При возможности сравнительного анализа точность оценки амплитуды вибрации не превышает 20%. Абсолютная оценка практически всегда содержит грубые ошибки из-за нераспознанного спектрального состава вибрации. В высокочастотном диапазоне возможности человека по восприятию вибрации ограничены. Надежным виброметром человек служить не может. - Визуальный осмотр механизма
Предоставляет большую часть информации о техническом состоянии. Осмотр может проводиться в динамическом режиме (при работающем механизме) и в статическом (при остановленном механизме). - Методы осязания
Используются при оценке вязкости, пластичности, наличия посторонних включений в смазочном материале, для оценки шероховатости поверхности поврежденных деталей.
1. Анализ шумов механизмов
В механических устройствах, степень повреждения определяется по характеру взаимодействия контактирующих деталей. Физическое проявление соударения деталей во время работы реализуется в виде распространения упругих волн акустического диапазона, возникновения механических колебаний (вибраций) и ударных импульсов. Несмотря на единую физическую природу, каждое из этих проявлений имеет свои особенности и различным образом отображает происходящие процессы.
Упругие волны, порождающие акустические колебания имеют частотный диапазон 20-16000 Гц и прослушиваются специалистом, находящимся рядом с оборудованием. Все слышимые звуки разделяются на шумы и музыкальные звуки. Первые представляют собой непериодические колебания с переменной частотой и амплитудой, вторые — периодические колебания. Между музыкальными звуками и шумами нет четкой границы. Акустическая составная часть шума часто носит ярко выраженный музыкальный характер и содержит разнообразные частоты (тоны), которые легко улавливаются опытным ухом.
Основными свойствами звука являются: громкость, высота и тембр.
- Громкость зависит от амплитуды колебаний звуковой волны. Сила звука и громкость — неравнозначные понятия. Сила звука объективно характеризует физический процесс, а громкость определяет качество воспринимаемого звука. Сила звука может меняться от слухового порога (порога слышимости) до болевого порога. Для низких частот, громкость воспринимается в большей степени, чем для высоких, при одинаковой амплитуде колебаний звуковой волны. Можно оценивать изменения громкости в 2, 3, 4 раза, оценить увеличение громкости более чем в 4 раза точно не удается.
- Высота звука отражает частоту колебаний звуковой волны. Нижняя граница слуха у человека составляет 15-19 Гц; верхняя — 15000-20000 Гц. Чувствительность уха имеет индивидуальные отклонения. Частоты 200-3500 Гц соответствуют спектру человеческой речи. Минимальная длительность звука, при которой можно оценить спектральный состав акустических колебаний — 20–50 мс. При меньшей длительности звук воспринимается как щелчок.
При воздействии частот выше 15000 Гц ухо становится менее чувствительным, теряется способность различать высоту тона. При 19000 Гц предельно слышимыми оказываются звуки, более интенсивные, чем при 14000 Гц. При повышении интенсивности высоких звуков возникает осязание звука, а затем чувство боли. Область слухового восприятия ограничена: сверху — порогом осязания, снизу — порогом слышимости. Наиболее воспринимаемы звуки в диапазоне 1000 до 3000 Гц. В этой области ухо является наиболее чувствительным. Повышенная чувствительность в области 2000-3000 Гц объясняется собственными частотами барабанной перепонки. - Под тембром понимают характер или окраску звука, зависящую от взаимоотношения составляющих частот. Тембр отражает акустический состав звука — число, порядок и силу составляющих (гармонических и негармонических). Тембр зависит от того, какие гармонические частоты складываются с основной частотой и от амплитуды составляющих частот. В слуховых ощущениях тембр сложного звука играет значительную роль.
Скорость распространения звуковых волн зависит от плотности среды-проводника. Скорость звука в воздушной среде составляет 340 м/с; в воде — 1500 м/с; в стали — 5000 м/c.
Основные наблюдаемые отклонения акустических шумов:
- Глухие толчки при изменении направления вращения валов механизма соответствуют износу шпоночных или шлицевых соединений, элементов муфт, повышенному зазору в зубчатой передаче.
- Слабые стуки низкого тона соответствуют сколам шлицов, ослаблению шпоночного соединения, несоосности соединительных муфт.
- Резкий металлический звук сопровождает повреждения соединительных муфт.
- Свистящий звук возникает при проскальзывании ремней ременной передачи.
- Частые резкие удары соответствуют биениям муфт, а также неправильной сборке карданных валов.
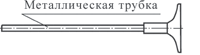
Прослушивание механических колебаний, возникающих при работе механизма, является самым распространенным методом определения состояния работающего оборудования. Механические колебания низкой и средней частоты легко распространяются по корпусным деталям механизма. Для прослушивания механических колебаний используется технический стетоскоп, состоящий из металлической трубки и деревянного (а лучше текстолитового) наушника (рисунок 1). Металлическая трубка, установленная на корпусе механизма, позволяет преобразовать механические колебания в акустические, распространяемые по стенкам трубки к наушнику. Этот метод настолько доказал свою надёжность, что требования по прослушиванию шумов механизмов включены во все правила технического обслуживания и инструкции по эксплуатации оборудования.
  |
 |
| Рисунок 1 — Технический стетоскоп: | |
| а) схема; | б) общий вид |
Появление технического стетоскопа последовало после изобретения медицинского стетоскопа — инструмента для выслушивания звуковых явлений, сопровождающих функции органов тела человека. Первым стетоскоп ввел во врачебную практику французский врач Рене Лаэннек (1819 г.). Простой твердый стетоскоп — это трубка с двумя воронками на концах, изготовленная из дерева, пластмассы, или металла. Меньшая воронка (рисунок 2, верхняя часть устройства) прикладывается к определенным точкам поверхности тела обследуемого человека. К большей (плоской) воронке (рисунок 2, нижняя часть устройства) исследователь прикладывает ухо. При этом колебания упругих сред, обусловленные функцией органа, передаются к уху исследователя столбом воздуха, твёрдой частью стетоскопа и височной костью исследователя (костная проводимость).

Рисунок 2 — Медицинский стетоскоп
Как всякий инструмент, преобразующий механические колебания в звуковые, технический стетоскоп имеет свои индивидуальные звуковые особенности. Характер преобразования звука техническим стетоскопом зависит от длины, диаметра трубки, толщины стенки, материала, формы наушника. Всё это влияет на частоту собственных колебаний стетоскопа. Прослушиваемые шумы, имея свои отличия, в тоже время едины в отображении звуковых картин повреждений механизма. Возможные реализации технических стетоскопов весьма разнообразны (рисунок 3). Это оборудование часто используется для прослушивания двигателей внутреннего сгорания автомобилей.
 |
 |
| Рисунок 3 — Примеры исполнения технических стетоскопов: | |
| а) технический стетоскоп GA111C для прослушивания машинных шумов и стуков, имеет диафрагму звукового усиления; | б) технический стетоскоп КА-6323 для прослушивания шумов в механической части двигателя, трансмиссии |
Сейчас при прослушивании шумов, используют электронные стетоскопы (рисунок 4). Щуп прибора устанавливается на корпусе механизма. Электрический сигнал, снимаемый с пьезоэлектрического датчика, подаётся на усилитель звуковой частоты, а затем — в звукозащитные наушники. По частоте и силе звука судят о наличии повреждений в контролируемом механизме и об их характере. Электронные стетоскопы выпускаются многими фирмами, в качестве примера используется продукция фирмы SKF.
 |
 |
 |
| Рисунок 4 — Электронные стетоскопы, выпускаемые фирмой SKF: | ||
| а) TMST2; | б) TMST3; | в) применение TMST3 |
К преимуществам электронных стетоскопов следует отнести: высокое качество звука и возможность сосредоточиться на распознавании повреждения благодаря звукозащитным наушникам. Есть и недостатки: регулировка громкости лишает оператора основного преимущества — оценки степени повреждения, кроме того, высококачественные звукозащитные наушники не позволяют услышать предупреждение об опасности в производственном цехе.
Утверждение о возможности использования стетоскопа без подготовки необоснованны. Наиболее сложной задачей является процесс распознавания шумов и определения видов повреждений. Этот процесс трудно формализовать. Многое зависит от квалификации и опыта человека, использующего этот метод.
Предпринимаются попытки расширить возможности человеческого восприятия, используя электронные средства. Например, ультразвуковые стетоскопы позволяют прослушивать невоспринимаемый слухом диапазон ультразвуковых колебаний, связанный с повреждениями подшипников качения, искровыми разрядами, утечками газа (рисунок 5).
 |
 |
| Рисунок 5 — Ультразвуковые стетоскопы производства фирмы SKF: | |
| а) ультразвуковой детектор утечек TMSU 1; | б) CMIN 400-K Inspector 400 |
Любой газ, просачиваясь из области высокого давления в область низкого давления, приводит к образованию турбулентности. Турбулентность, в свою очередь, создаёт высокочастотный звук, который можно определить с помощью электронного стетоскопа преобразующего неслышимый ультразвук (20–100 кГц) в акустический. Аналогичным образом можно услышать электрические разряды, кавитацию в трубопроводах, повреждения подшипников и зубчатых передач, избежать случаев недостаточного смазывания. Однако следует помнить, что данный метод в большей степени индикаторный и не позволяет получить точной количественной оценки степени повреждения.
Шумы механизма
Сигналы, возбуждаемые колебаниями работающих механизмов, носят импульсный характер. Увеличение зазора между сопрягаемыми деталями приводит к перераспределению энергии по частотным диапазонам, повышению уровня сигнала на более высоких частотах. Амплитуда колебаний характеризует динамику работы кинематической пары, степень повреждения, а частота — источник колебаний. Значительные повреждения сопровождаются нарушением стабильности звучания, появлением высоких частот и возрастанием силы звука. Следует помнить, что легче заменить повреждённый подшипник, чем восстанавливать разбитые посадочные места корпусных деталей.
Решение задачи распознавания шумов и видов повреждений основывается на знании характерных шумов элементов механизма.
Характерные шумы подшипников качения:
- Незначительный ровный шум низкого тона свидетельствует о нормальном состоянии подшипника качения.
- Глухой прерывистый шум — о загрязнённости смазки.
- Звенящий (металлический) шум — о недостаточной смазке, возникает также при повышенном радиальном зазоре.
- Свистящий шум указывает на взаимное трение скольжения деталей подшипникового узла.
- Скрежет, резкое частое постукивание возникает при повреждениях сепаратора или тел качения.
- Глухие периодические удары — результат ослабления посадки подшипника, дисбаланса ротора.
- Воющий звук, скрежетание, гремящий шум, интенсивный стук указывают на повреждение элементов подшипника.
Шумы зубчатых передач:
- Ровный жужжащий шум низкого тона характерен для нормальной работы зубчатой передачи. Косозубая передача в этом случае имеет ровный воющий шум низкого тона.
- Шум высокого тона, переходящий с увеличением частоты вращения в свист и вой, и непрерывный стук в зацеплении происходит при искажении формы работающих поверхностей зубьев или при наличии на них местных дефектов.
- Дребезжащий металлический шум, сопровождающийся вибрацией корпуса, возможен вследствие малого бокового зазора или несоосности, непараллельности колес.
- Циклический (периодический) шум, появляющийся с каждым оборотом колеса, то ослабевающий, то усиливающийся, указывает на эксцентричное расположение зубьев относительно оси вращения. Устранить такой шум в редукторе практически невозможно.
- Циклические удары, грохот, глухой стук — излом зуба.
Шумы, характерные для подшипников скольжения:
- Монотонный и шелестящий шум соответствует нормальной работе.
- Свист высокого тона, скрежет соответствует отсутствию смазки.
- Периодические удары, резкое металлическое постукивание соответствуют задирам на поверхности подшипников скольжения, несоосности валов и выкрашиванию.
- Звенящий металлический шум (при смазке кольцом) соответствует отсутствию смазки.
- Циклические удары низкого тона (при смазке кольцом) соответствуют повышенной вязкости масла.
Дополнительные рекомендации
Звон металлических деталей при ударе, например, молотком, используется для определения наличия дефектов. Звук, издаваемый стальной деталью, содержащей дефект, дребезжащий, более низкий и глухой по сравнению со звуком бездефектной детали, имеющей чистый, высокий звук. Данный метод достаточно эффективен применительно к контролю затяжки резьбовых соединений, целостности деталей простой формы. В более сложных случаях его использование ограничено.
Каждый механизм содержит две причины шумов: механического и электрического характера. Воющий звук, исчезающий при отключении питания электродвигателя, указывает на повреждения в электрической части мотора.
Значительные повреждения приводят к нарушению повторяемости шумовой картины. Степень повреждения определяется интенсивностью шума. Шум, вызывающий болевые ощущения при прослушивании техническим стетоскопом, является пределом эксплуатации деталей. Использование электронного стетоскопа предполагает сравнение интенсивности шума однотипных элементов.
Указанные виды шумов в истинном виде проявляются редко. Акустическая картина механизма составляется из совокупности шумов всех элементов, определяется размерами, характером смазывания, нагрузками, температурой и другими факторами. Поэтому приведенная классификация служит исходной информацией при расшифровке конкретной акустической картины механизма. Качество расшифровки и правильность постановки диагноза зависит от квалификации, подготовленности и опыта механика.
Основная рекомендация — при появлении высокочастотного резкого шума следует провести осмотр узла — это позволит уточнить характер и степень повреждения. Лучше один раз увидеть, чем… Поэтому не следует увлекаться упражнениями в распознавании характерных шумов механизма, следует быть к ним просто более внимательным.
2. Контроль температуры
Является важным аспектом оценки технического состояния механического оборудования. До 95% всех форм энергии, создаваемой и передаваемой машинами прямо или частично, превращается в тепловую энергию. Параметром теплового диагностирования является температура, отражающая протекание рабочего процесса и развитие целого ряда неисправностей.
Температура нагрева корпусов механизмов, как диагностический параметр, имеет две особенности: появление некоторых видов неисправностей вызывает повышение температуры корпуса механизма; инерционность нагрева металлических деталей, корпусов и опор не позволяет использовать данный параметр для определения внезапных отказов и зарождающихся повреждений. Правила технической эксплуатации регламентируют предельную температуру корпусов подшипников, которая не должна превышать температуру окружающей среды более чем на 40 °С и быть не выше 60-80 °С. Для некоторых механизмов, имеющих циркуляционную систему смазки или охлаждения, оценивают разницу температур масла или воды на выходе и входе. Это позволяет контролировать тепловые процессы, общее состояние оборудования, а также степень его ухудшения. Обычно разница температур на выходе и входе не должна превышать 5-10 °С.
Пределом для непосредственного восприятия является температура 60 °С — выдерживаемая тыльной стороной ладони без болевых ощущений в течение 5 с. Использование дополнительных средств — брызг воды позволяет контролировать значения 70 °С — видимое испарение пятен воды и 100 °С — кипение воды внутри капли на поверхности корпусной детали.
Основные причины, вызывающие повышение температуры:
- дефекты системы смазывания: недостаточное или избыточное количество смазки; загрязнение смазки; неверно выбран смазочный материал;
- повреждения подшипников качения: износ или повреждение колец или тел качения, разрушение сепаратора, проворачивание подшипника на валу или в корпусе;
- дефекты изготовления и сборки: отсутствие осевых зазоров, малый радиальный зазор, дефекты корпусных деталей, защемление наружного кольца подшипника;
- дефекты регулировки: подшипник сильно зажат, перекос подшипника или вала, неправильное центрирование электродвигателя с приводом;
- повреждения уплотнительных устройств;
- повреждения системы охлаждения: недостаточная подача охлаждающей воды, высокая температура воды на входе.
Расширить диапазон субъективно воспринимаемых температур возможно при помощи зрительного восприятия используя цвета побежалости и цвета каления (рисунок 6).
 |
 |
| Рисунок 6 — Цвета побежалости и цвета каления: | |
| а) цвета побежалости на посадочной поверхности внутреннего кольца подшипника при схватывании и провороте; | б) изменение цветов каления при охлаждении непрерывно литой заготовки на холодильнике МНЛЗ |
Степень нагрева детали или заготовки при термической обработке, например, во время закалки, может быть определена по цвету каления. Цвета каления и соответствующие температуры (°С) для стальных изделий: темно-коричневый, слабое свечение в темноте — 530–580; коричнево-красный — 580–650; тёмно-красный — 650–730; тёмно-вишнёвый-красный — 730–770; вишнёво-красный — 770–800; светло-вишнёво-красный — 800–830; светло-красный — 830–900; оранжевый — 900–1050; тёмно-желтый — 1050–1150; светло-жёлтый — 1150–1250; ярко-жёлтый — 1250–1300. Указанные цвета могут несколько изменяться по отношению к конкретным маркам сталей, однако характер изменения цветности остаётся неизменным.
Цвета побежалости предоставляют информацию о степени нагрева детали во время поломки, перед отпуском или о перегреве детали во время сборки. Цвета побежалости и соответствующие температуры (°С) для углеродистой стали: светло-жёлтый (соломенный) — 220; тёмно-жёлтый — 240; коричнево-жёлтый — 255; коричнево-красный — 265; пурпурно-красный — 275; фиолетовый — 285; васильково-синий – 295; тёмно-синий — 315; серый — 330. Цвета побежалости углеродистой стали не совпадают с цветами побежалости коррозионностойких и жаропрочных сталей. Это следует учитывать при различении температуры (таблица 1).
Таблица 1 — Цвета побежалостей сталей
| Температура, °С | Цвет побежалости | |||
|---|---|---|---|---|
| Углеродистая сталь | 12Х18Н9Т | ХН75МВТЮ | ХН77ТЮР | |
| 220 | Светло-желтый | |||
| 240 | Тёмно-желтый | |||
| 255 | Коричнево-желтый | |||
| 265 | Коричнево-красный | |||
| 275 | Пурпурно-красный | |||
| 285 | Фиолетовый | |||
| 295 | Васильково-синий | |||
| 300 | Светло-соломенный | |||
| 315 | Светло-синий | |||
| 330 | Серый | |||
| 400 | Соломенный | Светло-жёлтый | ||
| 500 | Красно-коричневый | Жёлтый | Светло-соломенный | |
| 600 | Фиолетово-синий | Коричневый | Фиолетовый | |
| 700 | Синий | Синий | Синий | |
| 800 | Голубой | Голубой | ||
Оборудованием, позволяющим повысить точность определения температуры контролируемого объекта при субъективном восприятии являются термоиндикаторы (жидкокристаллические и плавящиеся) и термосвидетели.
Жидкокристаллические термоиндикаторы — органические соединения, обладающие свойствами жидкости (текучесть) и твёрдого кристаллического тела (анизотропия, двойное лучепреломление). При изменении температуры жидкий кристалл меняет цвет. Выпускаются в виде плёнок или жидких растворов.
Плавящиеся термоиндикаторы выпускают в виде термокарандашей, термолаков, термопорошков. Изготавливаются на основе воска, стеарина, парафина или соединений серы, цинка, свинца (для высоких температур). На поверхности изделия термокарандашом наносят риску, которая плавится и меняет цвет при достижении заданной температуры. Действие термолаков аналогично.
Термосвидетели — комплект пластинок из металлов, плавящихся при различных температурах.
3. Восприятие и визуализация механических колебаний
Наибольшая чувствительность при воздействии вибрации на человека наблюдается при частоте 100–300 Гц. Распознать частоту колебаний практически невозможно, если эти колебания происходят с частотой свыше 5 Гц. Однако, человек ощущает дискомфорт, находясь рядом с машиной, генерирующей частоты, совпадающие с резонансными частотами частей человеческого тела. При повреждениях, из-за нарушения гармоничности колебаний, появления диссонанса эта чувствительность усиливается.
Каждая часть тела человека имеет диапазоны резонансных частот: глаза — 12–27 Гц, грудная клетка — 2–12 Гц, горло — 6–27 Гц, ноги и руки — 4–27 Гц, поясничная часть позвоночника — 4–14 Гц, живот — 4–12 Гц. Кожа имеет наибольшую чувствительность при частоте вибрации 100–300 Гц. Эти резонансные зоны меняют свои диапазоны при изменении положения тела человека.
Если колебания настолько редки, что глаз различает каждое из них в отдельности, то частота определяется подсчётом полных колебаний за некоторый промежуток времени. С уменьшением размаха колебаний точность глазомерного восприятия уменьшается. Частота колебаний в диапазоне 25–100 Гц позволяет различить малые амплитуды до 0,1 мм.
Часто используются различные методы визуализации механических колебаний.
Практически можно определить размах больших колебаний (5 мм и выше) по отбрасываемой объектом тени на экран в пучке параллельных либо расходящихся лучей.
Характер прямой линии, проведенной по бумаге, лежащей на корпусе механизма, позволяет качественно оценить частоту и интенсивность колебаний (рисунок 7). При этом регистрируются колебания в направлении, перпендикулярном направлению движения карандаша. Скорость перемещения карандаша должна быть как можно более постоянной.
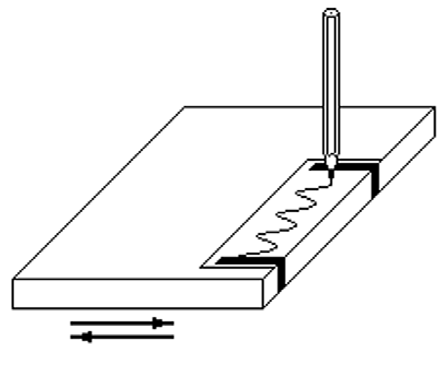
Рисунок 7 — Пример «ручной» записи механических колебаний
Для сравнения размаха колебаний различных узлов механизма, колеблющихся в вертикальной плоскости возможно использование мелких вспомогательных предметов. Различное поведение монет, гаек, шайб, песка в различных местах механизма поможет выявить узлы с наибольшей вибрацией. Характерный пример — установка монет на ребро. Однако данный индикатор нечувствителен к высокочастотным колебаниям.
В случае необходимости регистрации относительно больших амплитуд колебаний (0,5–10 мм) с точностью до 0,5 мм при малой частоте (10–20 Гц) возможно применение мерного клина. При вибрации, происходящей с частотой 8 Гц и выше в направлении перпендикулярном колебаниям (рисунок 8), глаз сохраняет способность зрительного восприятия всех положений клина и чётко видит точку пересечения крайних положений клина на расстоянии l от начала треугольника. Если размах колебаний s, высота клина h и основание L, то из подобия треугольников:
l = s × L / h.
Основание клина должно быть отградуировано и оцифровано в миллиметрах размаха или амплитуды механических колебаний, (размах колебаний соответствует двойной амплитуде колебаний). Чем больше высота h, тем большие амплитуды можно измерять клином. Наименьшие амплитуды (около 0,1 мм) можно измерять мерным клином с высотой h = 5 мм и основанием L = 100 мм. Выбирать h ещё меньше нецелесообразно.
Рисунок 8 — Измерение амплитуды колебаний мерным клином
Мерный клин (рисунок 9) наклеивается на исследуемый объект. Наличие пространственных компонентов вибрации, действующих перпендикулярно к измеряемой плоскости, может исказить результат. Поэтому мерный клин применяется главным образом для измерения прямолинейной вибрации, в частности колебаний: сит, грохотов, вибростендов.
 |
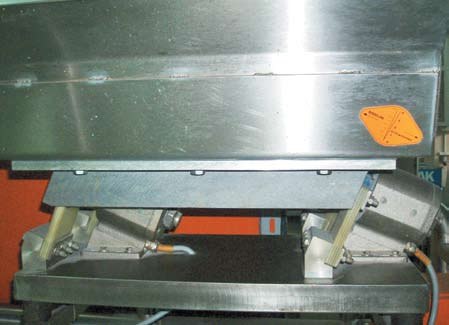 |
| Рисунок 9 — Установка мерного клина для измерения амплитуды колебания вибрационного дозатора | |
Жидкостные виброскопы. Поверхность жидкости, в резервуаре, установленном или соединённом с вибрирующим объектом, приобретает заметную волнистость. Характер волн определяется частотой колебаний, а высота волны зависит от амплитуды колебаний. Иногда такие наблюдения позволяют сделать предварительные выводы о параметрах вибрации. Например, при боковом освещении поверхности воды можно обнаружить наличие вибрации при амплитудах менее 10 мкм без дополнительного увеличения.
4. Визуальный осмотр
Такой метод контроля состояния оборудования широко используется при проведении осмотров и ревизий машин и механизмов. Этот метод позволяет, как прямым путём обнаружить неисправность, так и косвенным подтвердить наличие повреждения или дефекта. Необходимо отметить отсутствие приборов и средств, способных реализовать функции, выполняемые человеком при визуальном осмотре. Отличительной особенностью визуального осмотра являются трудности при формализации процесса и решения задачи распознавания.
Визуальный осмотр проводится исходя из возможностей человеческого зрения. Основным недостатком человеческого глаза является то, что при малой освещенности ему не помогают лучшие оптические приборы. Чаще всего осмотр проводится в условиях худшей освещённости, чем при дневном свете. Значения освещённости для выполнения визуального осмотра — 1000–2000 лк. Человеческий глаз эффективно приспосабливается к различной освещённости, глазу требуется от 10 до 15 минут для адаптации к изменению освещённости. Зрение позволяет воспринимать форму, цвет, яркость и движение предметов. Человек до 90% информации получает благодаря зрению.
На расстоянии наилучшего зрения (25 см) нормальный человеческий глаз способен различить две точки, отстоящие одна от другой на 0,07 мм. В условиях оптимального освещения при хорошей контрастности человек способен оценить размер порядка 40 мкм. Порог остроты зрения при нормальной яркости объекта соответствует примерно 1′. Оптимальное условие различения объекта происходит при 30–40′. Наибольшую чувствительность глаз имеет по отношению к волнам, лежащим в середине спектра видимого света — 500–600 нм. Этот диапазон соответствует излучению жёлто-зелённого цвета.
Необходимо отметить субъективность восприятия зрительной информации. Человек видит то, что знает. Незнакомые, неопознанные мозгом предметы остаются вне поля зрения. Поэтому важнейшим вопросом является определение диагностических, различаемых особенностей осматриваемой поверхности. По отношению к металлическим деталям таким диагностическим признакам соответствуют: цвет, форма, сплошность, шероховатость поверхности.
Трещины — это разрывы, преимущественно двухмерного характера. Ограничивающие поверхности трещин часто располагаются перпендикулярно к поверхности детали. Абразивный износ — участки с повышенной шероховатостью вдоль направления действия абразива. Цвета побежалости — дефект поверхности в виде пятнистой (от желтого до синевато-серого цвета) окисной плёнки. Пятна ржавчины — дефект поверхности в виде пятен или полос с рыхлой структурой окисной плёнки. Вмятины — дефект поверхности в виде произвольно расположенных углублений различной формы, образовавшихся вследствие повреждений и ударов поверхности. Риска — дефект поверхности в виде канавки без выступа кромок с закругленным или плоским дном, образовавшийся от царапания поверхности металла. Могут быть тонкими и широкими.
При трении и изнашивании возникает ряд явлений и процессов, повреждающих и разрушающих поверхности деталей. Схватывание при трении — явление местного соединения материалов сопряженных поверхностей вследствие взаимодействия молекулярных сил. Перенос металла — явление, состоящее в местном соединении материалов сопряжённых поверхностей, последующем его отрыве и переходе материала на другую поверхность. Заедание — процесс возникновения и развития повреждений поверхностей трения вследствие схватывания и переноса материала. Задир — повреждение поверхности в виде широких и глубоких борозд в направлении скольжения. Царапание — образование углублений на поверхности трения в направлении скольжения при воздействии выступов твёрдого тела или твёрдых частиц с рабочей поверхностью детали. Отслаивание — отделение с поверхности трения материала в форме чешуек. Выкрашивание — отделение с поверхности трения материала, приводящее к образованию углублений на поверхности трения. Сложным является не только распознавание характера повреждения, но и построение логических причинно-следственных цепочек появления повреждений.
Основные задачи, решаемые в визуальном осмотре:
- определение причин и характера разрушения и износа деталей по виду поверхности износа или излома;
- обнаружение трещин корпусных деталей, опор или основания;
- контроль поступления смазочного материала, отсутствия подтеканий масла;
- контроль биений валов, муфт, затяжки резьбовых соединений.
Операции по контролю поступления смазки зависят от способа подачи смазочного материала к узлам механизма. При этом контролируется и отсутствие подтеканий масла — признак, определяющий избыток смазки, неисправность уплотнений или ослабление резьбовых соединений. Биения вала возникают при повреждениях подшипников, а биения муфт свидетельствуют либо об их повреждениях, либо о неправильной центровке валов.
Колебания масляной или водной плёнки, появление пузырей в местах соединений деталей — результат ослабления резьбовых соединений. На это указывает и появление порошка красного цвета (окиси железа) в местах относительного перемещения деталей из-за насыщения поверхностных слоёв металла кислородом, при воздействии растягивающих напряжений. Наличие чёткой разделительной линии между корпусом механизма и фундаментом определяет необходимость затяжки резьбовых соединений.
К визуальным методам может быть отнесен и метод диагностирования редукторов по значению мёртвого хода. При неподвижном выходном вале проворачивают входной до выбора зазоров в зубчатых передачах и по значению угла поворота входного вала судят о степени износа зубьев.
К недостаткам визуальных методов можно отнести: малую вероятность обнаружения мелких поверхностных дефектов, зависимость результатов осмотра от субъективных факторов и условий контроля. Тем не менее, простота методов контроля, малая трудоёмкость, возможность осмотра больших площадей и достаточная информативность делает их незаменимыми при контроле технического состояния оборудования. Данные методы предваряют оценку технического состояния, использование методов неразрушающего контроля, являясь основным аргументом наличия повреждений либо дефектов.
Визуальный контроль с использованием оптических приборов называют визуально-оптическим. Эти методы наиболее доступны и просты при обнаружении поверхностных дефектов и осмотра внутренних поверхностей. Разборка механизмов для осмотра требует значительных затрат средств и ресурсов. Для обнаружения повреждений в труднодоступных местах применяют специальные оптические приборы — технические эндоскопы.
Использование эндоскопов позволяет повысить эффективность ремонтных воздействий при общем снижении затрат на ремонт. Данный прибор поможет избежать излишней разборки и замены узлов и деталей, позволяя определить участки, где это необходимо. С помощью эндоскопа возможно получение предварительных сведений о времени и объёме требуемых работ. Эндоскоп в переводе с греческого: endon — внутри и skopeo — рассматривать. Эндоскопы разделяются на гибкие и жёсткие. Бороскоп (borescope) в иностранной литературе это жёсткий эндоскоп. Фиброскоп, флексоскоп — англоязычные названия гибких эндоскопов от fiber — волокно, flexible — гибкий.
Основа эндоскопа — оптическая система, состоящая из рабочей части с оптическими волокнами или линзами, с помощью которых изображение передаётся от объекта к окуляру прибора. Чтобы сделать изображение видимым, изучаемый объект необходимо осветить. Для этого применяют осветительную систему — осветитель с источником света и световодный кабель для передачи света от осветителя к объекту (рисунок 10). Диапазон возможных исполнений эндоскопов весьма широк. Рассмотрение технических характеристик этого оборудования может составить тему отдельной статьи.
 |
 |
| Рисунок 10 — Технические эндоскопы: | |
| а) бороскоп; | б) фиброскоп |
Основной областью применения эндоскопов является осмотр внутренних полостей механизмов: редукторов, трубопроводов, гидро- и пневмоцилиндров, двигателей внутреннего сгорания, турбин, компрессоров, газотурбинных, электрических двигателей, турбогенераторов, котлов, теплообменников. Диагностическими признаками деталей данных механизмов являются: трещины, задиры, следы схватывания поверхности, коррозия. Количество выявляемых с помощью эндоскопов дефектов и повреждений увеличивается в несколько раз по сравнению с традиционными методами.
Для осмотра в динамическом режиме используется, стробоскопический эффект для «остановки» вращающейся осматриваемой поверхности. Известны механические и электронные стробоскопы.
Человеческий глаз сохраняет зрительное восприятие в течение приблизительно 0,1 с. Поэтому при наблюдении быстровращающихся или колеблющихся тел глаз не может уловить последовательность изменения фаз процесса. Наблюдатель в этом случае «видит» как одно целое всю область пространства, ограниченную крайними положениями тела. Если колеблющееся или вращающееся тело освещать очень короткими (по сравнению с периодом обращения тела) вспышками так, чтобы зрительное восприятие за промежутки между вспышками не успевало пропадать, то глаз будет воспринимать процесс не в реальной последовательности фаз, а в той последовательности, в которой он наблюдает процесс в моменты времени, «остановленные» светом.
Например, при освещении периодическими вспышками вращающегося предмета точно через промежутки времени, равные периоду вращения, глаз будет фиксировать предмет всегда в одном и том же положении, и наблюдателю предмет покажется остановившимся. Это явление используется для осмотра быстровращающихся деталей, определения истинной частоты вращения, для различения биений муфт, валов.
Аппарат, создающий периодические вспышки, называется стробоскопом. Конструкция стробоскопа представляет собой газосветную лампу, помещенную в центре светоотражательного рефлектора. Включение лампы происходит от генератора электрических импульсов с регулируемой частотой (рисунок 11). Стробоскоп позволяет проводить измерения сдвига фаз колебаний относительно отметки на вращающемся неуравновешенном роторе. Такое использование стробоскопа находит широкое применение при балансировке роторов на балансировочных станках и в собственных подшипниках.

Рисунок 11 — Стробоскоп TMRS 1 производства фирмы SKF
Электронные стробоскопы (рисунок 12) выполняют яркие вспышки, дающие возможность освещать инспектируемое устройство на расстоянии, обеспечивая широкую видимую область. Диапазон до 12500 вспышек в минуту обеспечивает широкий диапазон использования. Частота вспышек настраивается оператором. Наличие функции сдвига фазы позволяет «замораживать» движение в положении, рекомендованном для инспектирования оборудования, совершающего возвратно-поступательное или вращательное движение, без остановки машины.

Рисунок 12 — Электронные стробоскопы
В качестве стробоскопа может использоваться вращающийся диск с секториальной прорезью (рисунок 13). Стробоскопический эффект достигается за счёт совпадения скорости вращения изучаемого объекта и скорости вращения диска, позволяющего осматривать объект через равные промежутки времени.
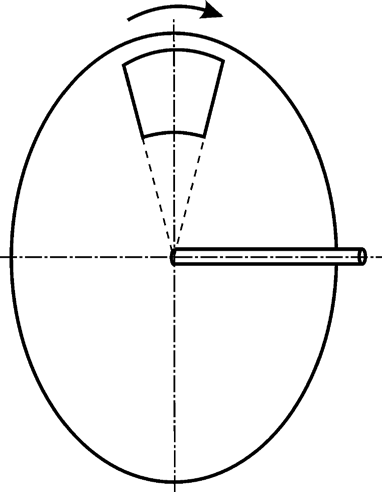
Рисунок 13 — Диск стробоскопа с секториальной прорезью
Увеличители и вспомогательное оборудование. Визуальный осмотр можно производить при небольшом увеличении (×2, ×4, ×6, ×10) с использованием широко распространённых приборов — измерительных луп с фиксированным фокусным расстоянием и осветителем, переносных измерительных микроскопов с увеличением ×20, ×40, ×80, ×100.
Искровая проба
Одной из технологических проб, важных при изготовлении инструмента, при анализе материала детали, является искровая проба, позволяющая приблизительно определить сорт стали по картине искр образца материала и шлифовального круга, которые определяются, главным образом, химическим составом шлифуемого сплава (рисунок 14). Более точный ответ можно получить при проведении химического, спектрального анализа либо применив другие методы физического исследования.
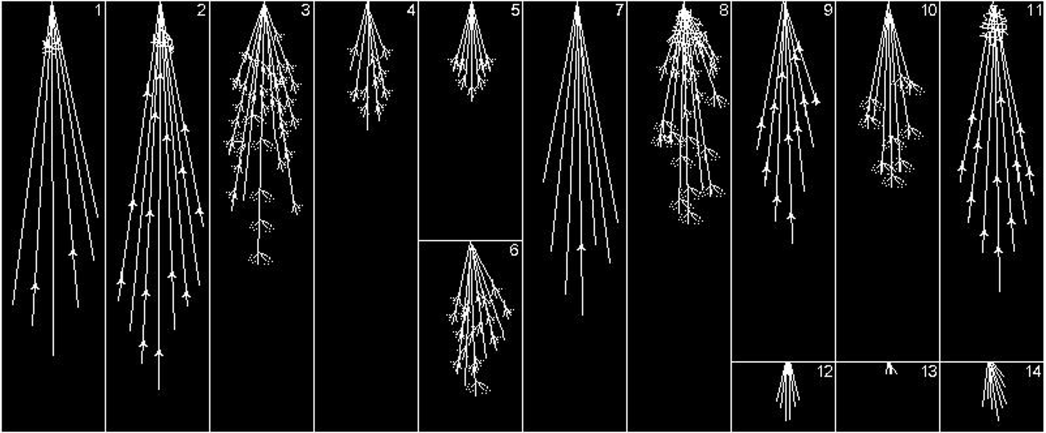
Рисунок 14 — Форма и интенсивность искр, образующихся при заточке: 1 — железа; 2 — конструкционной стали; 3 — углеродистой стали; 4 — серого чугуна; 5 — белого чугуна; 6 — ковкого чугуна; 7 — быстрорежущей стали; 8 — марганцовистой стали; 9 — нержавеющей стали; 10 — хромовольфрамовой стали; 11 — азотированной стали; 12 — литых твёрдых сплавов; 13 — спеченных твёрдых сплавов; 14 — никеля
Углеродистая сталь пускает пучок искр жёлтого цвета с отдельными звёздочками, причём чем больше в стали углерода, тем многочисленнее и короче лучи, больше звездочек и ярче их свечение. Марганцовистая твёрдая сталь даёт лучи тёмно-красного цвета со звёздочками в виде листочков, форма и цвет которых зависят от содержания углерода. Быстрорежущая сталь с высоким содержанием вольфрама имеет небольшой пучок искр тёмно-красного цвета (штрихи) почти без звёздочек. Быстрорежущие стали с малым содержанием вольфрама образуют искры красновато-оранжевого цвета пускает различные искры, вид, форма и цвет которых определяются основными примесями.
5. Анализ смазки
Контроль, качественный и количественный, продуктов износа и состояния смазочного материала позволяет установить источник поступления продуктов износа и продлить срок службы механизма благодаря своевременной замене отработанного масла.
Контроль поступления смазочного материала
Симптомы неисправности при контроле поступления смазочного материала зависят от способа смазывания. При контроле количества масла в редукторе по уровнемеру или по масляному щупу — это уровень меньший, чем нижний допустимый предел. Проверка работы насоса подачи масла включает поиск утечек, которые должны отсутствовать, и проверку давления масла по манометру, которое должно отвечать проектному значению. Работа питателей проверяется в случае использования пластичных смазочных материалов. Симптом неисправности питателей — неравномерная работа штоков либо отсутствие перемещения при переключении системы смазывания. Подача масла через смотровое стекло на маслопроводе позволяет определить отсутствие потока смазочного материала либо слишком большой поток масла (оптимальная толщина струи масла 2…3 мм). В случае установки расходомера контролируется расход масла, который должен отвечать стандартному значению. Визуально определяется степень просачивания пластичного смазочного материала из уплотнительной части — чрезмерное просачивание или сухая уплотнительная часть являются симптомами неисправности. Аналогично проверяется состояние обрызгивания маслом зубчатых колёс через смотровое стекло — определяется недостаточность или неравномерность обрызгивания. На смотровом стекле при удовлетворительном смазывании обычно наблюдается несколько капель масла.
Анализ продуктов изнашивания
Включения в масло отражают характер и интенсивность износа элементов механизма, смазываемых маслом, и характеризуются числом, концентрацией частиц, химическим составом. При нормальном износе обнаруживаются частицы размером до 15 мкм и толщиной до 1 мкм. При трении — это гладкие круглые частицы. Начало интенсивного изнашивания сопровождается увеличением концентрации частиц и их размера до 50 мкм и появлением определённой формы (осколки, пластины неправильной формы, стружка). Дальнейшее развитие неисправности приводит к увеличению размера частиц до 100…300 мкм, а при выходе из строя — более 1000 мкм. Возрастание концентрации элементов износа в масле начинается за 100…150 часов до возможного нарушения работоспособности сопряжения.
Магнитное извлечение металлических примесей проводится при помощи магнитов, опускаемых в масло или магнитных пробок, установленных на сливных маслопроводах. Металлические частицы, являющиеся продуктами износа, прилипшие к поверхности магнита, затем рассматривают при помощи лупы (6…10 кратного увеличения) или микроскопа, с целью определения причин их появления. Чувствительность магнитных пробок — частицы с размерами более 100 мкм. Наибольшая эффективность метода для частиц свыше 200 мкм.
В первые 100…150 часов работы механизма с циркуляционной смазкой на магнитных пробках наблюдается металлическая стружка, имеющая рваную с тёмными краями кромку. При нормальной эксплуатации мелкие частицы образуют в масле пастообразную массу с частицами до 0,25 мкм, размер этих частиц в процессе работе не меняется.
Визуальный контроль цвета масла. В случае жидкой смазки масло должно иметь цвет свежего масла (рисунок 15). Изменение цвета масла указывает на наличие загрязняющих веществ, эмульгирование свидетельствует о наличии в масле воды. Вода в смазке приводит к появлению мутно-белого цвета. Светлые масла рассматриваются в проходящем свете на прозрачность. Для тёмных масел пробирка с маслом подогревается до 80 °С, потрескивание в ходе нагрева свидетельствует о присутствии воды. Присутствие воды в смазочном материале не приводит к существенному изменению характеристик смазочного слоя, однако возникающие коррозионные процессы провоцируют абразивный износ.

Рисунок 15 — Изменение цвета масла от бесцветного до жёлтого в течение 4-х лет эксплуатации
Цвет пластичной смазки может изменяться от светло-жёлтого до тёмно-коричневого. О наличии примесей свидетельствует золотистый цвет, в случае подшипников скольжения и более тёмный цвет в случаях подшипников качения. Попадание воды в смазку вызывает появление мутно-серого цвета.
Вязкость масла должна отвечать стандартному значению. Помимо лабораторных способов вязкость может оцениваться визуально и на ощупь. В случае пластичной смазки мазь должна быть гладкой и мягкой без посторонних включений.
Для определения наличия воды в смазочных материалах используют марганцово-кислый калий. Это вещество не растворяется в нефтепродуктах, но легко растворяется в воде. Окрашивание белой ткани, в которую завёрнуты кристаллы марганцово-кислого калия, указывает на наличие воды.
Для определения содержания воды в маслах может быть использовано свойство воды взаимодействовать с гидридом кальция (СаН2). Реакция идёт с выделением теплоты, то есть экзотермическая. Повышение температуры масла, после добавления в пробу навески гидрида кальция, позволяет определить содержание воды.
Определение содержания водорастворимых кислот и щелочей основано на получении водной вытяжки из масел и определения в ней кислот и щелочей с помощью метилоранжа и фенолфталеина.
Присутствие абразивных механических примесей в маслах определяют пробой на истирание. На чистое плоское стекло наносят несколько капель испытуемого масла и закрывают вторым стеклом. Передвигают стёкла одно относительно другого, плотно прижав их пальцами. Если в масле присутствуют абразивные механические примеси, то слышен характерный скрип.
Для определения содержания механических примесей в маслах можно нанести капли масла на фильтровальную бумагу и сравнить полученные после воздушной сушки пятна с эталоном. Это пример практического применения метода хроматографии.
Хроматография относится к физическим методам разделения смесей веществ с использованием различия распределений их компонентов между подвижной и неподвижной фазами. Чаще всего используются методы бумажной хроматографии. Капля исследуемой жидкости (масла) наносится на бумагу и по размерам концентрических кругов определяется степень загрязнения. Бумажная хроматография применяется в соответствии со стандартами ASTMD2276, MIL-H-5606, MIL-H-6093. В центре тёмным пятном располагаются продукты износа, а снаружи — светлым кольцом вода, находящаяся в смазочном материале (рисунок 16).
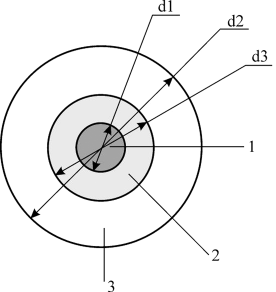
Рисунок 16 — Использование метода бумажной хроматографии: 1 — ядро; 2 — масло; 3 — вода
Коэффициент воды:
Кводы = d3 / d2,
где d3 — диаметр внешнего кольца воды; d2 — диаметр кольца масла. Допустимое значение 1,3 соответствует примерно 2% воды в масле.
Коэффициент примеси:
Кпримеси = d2 / d1,
где d2 — диаметр кольца масла; d1 — диаметр внутреннего кольца примесей. Допустимое значение 1,4 соответствует примерно 0,7% воды в масле.
Наличие и содержание примесей определяется по пятну капли масла на фильтровальной бумаге или пластинах для тонкослойной хроматографии. Для анализа капля тщательно перемешанного масла наносится на фильтровальную бумагу, после чего вид пятна впитавшейся в бумагу капли масла сравнивается с эталонными масляными пятнами. По цвету ядрадопускаются светло-жёлтый, тёмно-коричневый, серый цвета. Чёрный цвет ядра с блеском свидетельствует о работе смазки при повышенной температуре.
Я работаю механиком в компании, купили прибор SKF Inspector 400 CMIN400 для измерения утечек воздуха. На упаковочном оборудовании много пневмо островов, трубок с давлением 6атмасфер. но руководство пользования только на иностранном языке. Необходимо найти руководство пользования прибором. Прошу помощи.