материал предоставил к.т.н. СИДОРОВ Владимир Анатольевич
в соавторстве со ЗДАНЕВИЧЕМ Владимиром (НИИ горной механики имени М.М. Фёдорова)
Техническая диагностика представляет собой систему методов, применяемых для установления и распознания признаков, характеризующих техническое состояние оборудования. В настоящее время, несмотря на значительное развитие аппаратных средств измерений и контроля, большая роль в определении неисправностей и нахождении повреждений механического оборудования приходится на субъективные методы, предполагающие использование человеческих органов чувств. Такие органолептические методы контроля получили название осмотр. Осмотр включает в себя элементы визуального, измерительного контроля, восприятия шумов и вибраций, оценку степени нагрева корпусных деталей, методы осязания [1, 2] используемые для определения фактического состояния оборудования и его составных частей, процессов их функционирования и взаимодействия, влияния окружающей среды и условий эксплуатации. Осмотр в совокупности с другими методами технической диагностики, позволяет сделать вывод о техническом состоянии оборудования, причинах появления дефекта или повреждения, выявлении неисправностей, механизме их возникновения и протекания. Нередко данные, полученные в результате осмотра невозможно получить другими методами и средствами технической диагностики.
В настоящее время в нормативно-технической документации и технической литературе отсутствуют основные правила и требования о порядке проведения осмотров как, например, в криминалистической [3, 4, 5], хотя применение этого метода технической диагностики предписывается этими же документами [6]. Наиболее часто приводятся общие требования осмотра оборудования при приёмке смены, требования регистрации случаев появления необычного шума и повышенной вибрации механизма.
В связи с этим целью настоящей работы является систематизация сведений об осмотрах механического оборудования и разработка основных правил их проведения.
По назначению осмотры возможно, как и техническое диагностирование, подразделить на следующие виды: эксплуатационный; специализированный; экспертный (технический осмотр). Виды осмотров отличаются друг от друга объёмом обследования, формой регистрации и назначением результатов.
Задачей эксплуатационного осмотра является выявление повреждений (дефектов) и поиск неисправностей оборудования при проведении технического обслуживания в сроки, регламентированные эксплуатационной документацией и регистрация результатов осмотров в эксплуатационной документации. Проводится эксплуатационным персоналом при проведении регламентного технического обслуживания.
Специализированный осмотр проводится в объёмах, определяемых методической документацией по техническому диагностированию, и его основной задачей является определение технического состояния оборудования для планирования сроков технического обслуживания, ремонтов оборудования, поиска неисправностей. Выполняется специалистами ремонтных служб предприятия или специализированных предприятий во время ревизий и наладок оборудования.
Технический (экспертный) осмотр проводится представителями уполномоченных или специализированных (экспертных) организаций. Срок и объём осмотра определён нормативно-правовыми актами по охране труда [6] или организационно-методическими документами по проведению экспертного обследования. Его задачей является определение соответствия технического состояния, качества монтажа, ремонта, модернизации и условий эксплуатации оборудования требованиям безопасности, с целью определения возможности дальнейшей эксплуатации.
Одной из разновидностей осмотра является наблюдение — периодический осмотр мест возможных повреждений элементов, деталей, узлов оборудования с целью регистрации развития повреждений или поведения элементов системы (возникновение деформации, вибрации, ослабление крепежа и т.п.) во время работы оборудования.
Осмотр оборудования является важным средством получения информации о техническом состоянии оборудования, от качества которого во многом зависит достоверность технического диагностирования, поэтому результаты осмотра должны носить доказательный характер. Задачи, стоящие перед осмотром, с наименьшей затратой сил и средств решаются при соблюдении определённых правил. Не все правила могут в одинаковой степени применяться к каждому конкретному случаю. Это не исключает необходимости применять общие правила, соблюдение которых во всех случаях, независимо от условий, является обязательным. Применение определённых правил необходимо для получения достоверных результатов, так как осмотры носят субъективный характер.
Процесс осмотра, как и все технологические операции, имеет три стадии: подготовительную, рабочую и завершающую.
Подготовительная стадия осмотра включает в себя:
- предварительный обзор места установки оборудования;
- опрос эксплуатационного персонала предприятия, а при необходимости, представителей монтажных, наладочных и других организаций, участвующих в проведении работ на данном оборудовании, о ранее обнаруженных неисправностях, проведенных заменах деталей и т.п.;
- подготовку технических средств и регистрационных форм, инструктаж лиц, участвующих при производстве работ.
Рабочая стадия — выполнение заранее разработанного алгоритма детального осмотра элементов оборудования.
Технология проведения осмотров представляет собой систему приёмов, применяемых для достижения поставленной цели (диагностирования) и проводимых в определённой последовательности с учётом вида обследуемого оборудования и конкретных условий эксплуатации [7].
Схематично процесс осмотра как метода технического диагностирования можно представить в виде следующего алгоритма (рисунок 1).
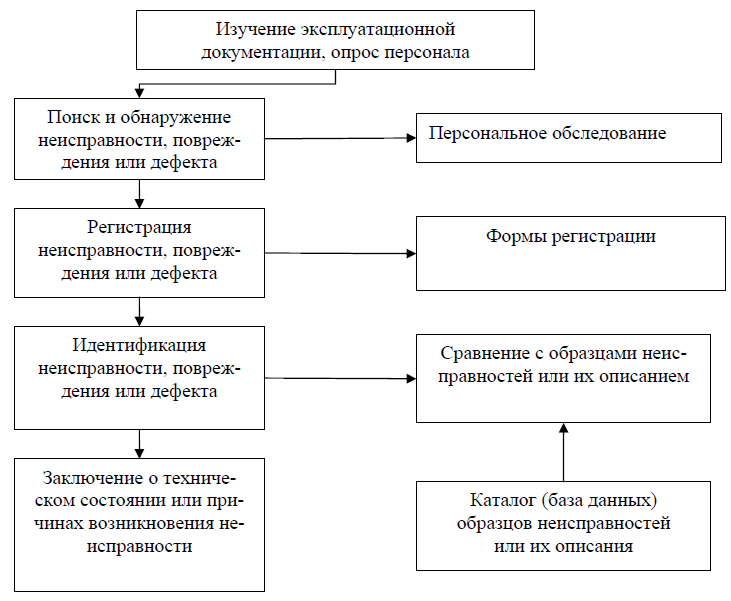
Рисунок 1 — Алгоритм технического диагностирования при осмотре
В зависимости от конструктивных особенностей оборудования последовательность проведения операций (алгоритм) осмотра может быть различной. Тем не менее, каждый специалист, проводящий осмотры, интуитивно составляет алгоритм осмотра, основываясь на своём опыте и знании обследуемого оборудования.
Разработку методики проведения осмотров целесообразно начинать с определения диагностических признаков, регистрируемых методами и средствами осмотров, путём анализа конструкции оборудования и условий его эксплуатации. Наиболее удобно это делать с применением диагностических моделей, используя рациональные приёмы и правила.
Предлагаемый порядок проведения осмотров оборудования основывается на последовательном обследовании элементов оборудования по кинематической цепи их нагружения, начиная от привода до исполнительного элемента. Для этого изучается конструкция оборудования, состав и взаимодействие элементов.
Вначале проводится общий внешний осмотр оборудования и окружающих его объектов.
Общий осмотр нельзя смешивать с предварительным обзором места установки оборудования. В процессе предварительного обзора специалист лишь бегло знакомится с местом установки оборудования для того, чтобы решить вопрос — каким методом и в каких границах должен быть произведен осмотр. При общем же осмотре изучается картина состояния оборудования. Общий осмотр может носить самостоятельный характер и применяется при регламентируемых нормативными документами периодическими осмотрами оборудования эксплуатационным персоналом.
Под детальным, понимается тщательный осмотр конкретных элементов оборудования. Детальный осмотр в зависимости от требований соответствующих нормативных и методических документов, проводится в определённом объёме и порядке. Во всех случаях детальному осмотру должен предшествовать общий осмотр.
Общий и детальный осмотр может проводиться при статическом и динамическом режиме оборудования. При статическом режиме элементы оборудования осматриваются в неподвижном состоянии. Осмотр оборудования при динамическом режиме производится на рабочей нагрузке, холостом ходу и тестовых нагружениях (испытаниях).
Правильный выбор режима осмотра оборудования позволяет определить диагностические признаки проявления возможных неисправностей. Осмотр оборудования при включении или остановке механизма ориентируется в основном на контроль качества затяжки резьбовых соединений, отсутствие трещин корпусных деталей, целостность соединительных элементов. В рабочем режиме дополнительно проверяются биения валов, муфт, утечки смазочного материала, отсутствие контакта подвижных и неподвижных деталей.
При осмотре могут быть применены три основных способа: концентрический, эксцентрический, фронтальный. При концентрическом способе (рисунок 2) осмотр ведётся по спирали от периферии элемента к его центру, под которым обычно понимается условно выбранная точка. При эксцентрическом способе (рисунок 3) осмотр ведётся от центра элемента к его периферии (по развёртывающейся спирали). При фронтальном способе (рисунок 4) осмотр ведётся в виде линейного перемещения взгляда по площади элемента от одной его границы к другой.
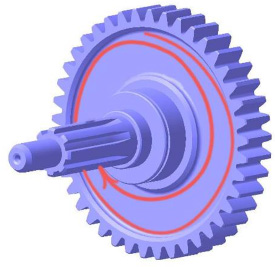
Рисунок 2 — Концентрический способ осмотра детали

Рисунок 3 — Эксцентрический способ осмотра детали
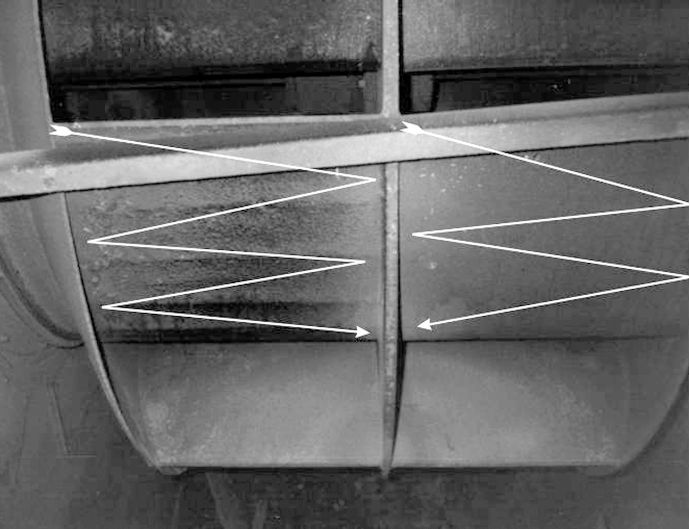
Рисунок 4 — Фронтальный способ осмотра детали
Постоянного правила применения того или иного способа не существует. При выборе способа учитываются конкретные обстоятельства. Так, осмотр помещения, где установлено оборудование, рекомендуется обычно производить от входа в него, то есть концентрическим способом. Осмотр элементов круглой формы целесообразно вести от центра к периферии (эксцентрическим методом). Фронтальный осмотр лучше применять, когда осматриваемая площадь очень обширна, и её можно разделить на полосы.
Во время проведения осмотра проводятся черновые записи результатов. Каждый осматриваемый элемент оборудования должен иметь запись о результатах осмотра. Фотоснимки, зарисовки должны быть дополнением к записи. Записи ведутся в последовательности проведения осмотра и их форма должна максимально соответствовать форме отчётного документа. Зарисовки мест повреждений выполняются на заранее подготовленных чертежах и эскизах элементов оборудования.
При проведении фотосъёмки указываются номера кадров в строке соответствующей записи. По видам съёмка места происшествия делится на ориентирующую, обзорную, узловую и детальную.
Ориентирующая (рисунок 5) фотосъёмка должна запечатлеть общую картину расположения оборудования на фоне окружающей местности или помещения.
  |
|
Рисунок 5 — Примеры ориентирующей фотографии |
|
Обзорная фотосъёмка непосредственно фиксирует место проведения осмотра более крупным планом (рисунок 6).
  |
|
Рисунок 6 — Примеры обзорной фотографии |
|
Узловая фотосъёмка запечатлевает отдельные «узлы» — наиболее важные места оборудования, фиксируемые при осмотре, проводится с нескольких точек, в максимальном масштабе в зависимости от условий. Детальная фотосъёмка применяется для фиксации отдельных выявленных дефектов элементов или деталей оборудования, например, трещин, вмятин, зазоров и т.д. (рисунок 7, рисунок 8).
 |
 |
Рисунок 7 — Пример фотографии при осмотре редуктора механизма подъёма разливочного крана: |
|
а) узловой; |
б) детальной |
 |
 |
Рисунок 8 — Пример фотографии при осмотре разрушенной зубчатой полумуфты: |
|
а) узловой; |
б) детальной |
В зависимости от целей и условий съёмки указанные виды фотографирования могут быть выполнены панорамным и метрическим способом, а также методом масштабной фотографии (рисунок 9).
 |
 |
Рисунок 9 — Пример фотографии: |
|
а) узловой; |
б) масштабной |
Завершающая стадия заключается в дополнительном осмотре элементов оборудования для уточнения ранее полученных результатов и их регистрации в отчётных формах.
Регистрационные формы — это определённый порядок записей результатов опроса, собственно осмотра и дополняющие их графические изображения деталей и объекта в целом: рисунки, эскизы, чертежи, фотоснимки и т.п. На графических изображениях должны обозначаться: точка начала осмотра и его направление, места расположения обнаруженных дефектов и повреждений. Необходимость заполнения регистрационных форм обусловлена ограниченным объёмом «оперативной» информации воспринимаемой человеком.
Для коренной части однобарабанной подъёмной машины эскизы обследуемых элементов удобно представить: для лобовин — общим видом; для обечайки барабана и вала — развёртками; для мест посадок ступиц лобовин на вал — видом в сечении, перпендикулярном оси вала. При обозначении мест начала осмотра могут использоваться единичные детали оборудования (или их характерные места), например, шпоночные соединения, указание стороны привода и т.п.
В дополнение к рисункам могут использоваться фотоснимки, на которых выделяются места выявленных неисправностей.
Идентификация дефектов и повреждений — отнесение неисправностей к определённому классу или виду (усталость, износ, деформация, фреттинг-коррозия и т.п.). Идентифицируя дефект или повреждение, зная его природу специалист в дальнейшем может определить причины появления неисправности и степень влияния на техническое состояние оборудования. Идентификация выявленных дефектов и повреждений осуществляется путём сравнения их характерных признаков с известными образцами или описаниями, которые для удобства пользования собираются и систематизируются в иллюстрированных каталогах (таблица 1). Образцы с характерными повреждениями и дефектами обычно хранятся в специализированных лабораториях.
Таблица 1 — Пример каталога (базы данных) описаний неисправностей, дефектов и повреждений
| Внешний вид повреждения | Описание повреждения | Причины возникновения |
|---|---|---|
 |
Осповидное выкрашивание ролика подшипника |
|
 |
Угловое смещение пятна контакта зубчатой передачи |
|
 |
Хрупкое разрушение металла втулки зубчатой муфты |
|
Формализация результатов проведения осмотра осуществляется протоколом осмотра. В протоколе осмотра отражается то, что специалист имел возможным обнаружить при осмотре, в том виде, в котором обнаруженное наблюдалось. Выводы, заключения, предположения специалиста о причинах возникновения дефектов и повреждений остаются за рамками протокола и обычно оформляются отдельным актом или отчётом. Не заносятся в протокол и сообщения лиц о ране обнаруженных отклонениях, а также произошедших до прибытия специалиста изменениях обстановки. Такие сообщения оформляются самостоятельными протоколами.
Протокол осмотра выполняется в текстовой, табличной или смешанной форме. Табличные протоколы обычно применяются для записи результатов постоянно повторяющихся осмотров отдельных элементов оборудования (например, при эксплуатационном осмотре, наблюдении и т.п.). Текстовые протоколы составляются при технических (экспертных) осмотрах в основном для расследования происшедших аварий или детального изучения состояния объекта.
К составлению протокола осмотра надо подходить с учётом того, что, в конечном счёте, он будет выступать в качестве самостоятельного документа. В этих целях протокол составляется краткими фразами, дающими точное и ясное описание осматриваемых объектов. В протоколе употребляются общепринятые выражения и термины, одинаковые объекты обозначаются одним и тем же термином, каждый объект называется одним и тем же термином на протяжении всего протокола. Описание каждого объекта осмотра идёт от общего к частному (вначале даётся общая характеристика осматриваемого оборудования, его расположение на месте осмотра, а затем описывается состояние и частные признаки), с тем, чтобы индивидуализировать элементы, отличить от подобных. Полнота описания объекта определяется предполагаемой его значимостью и возможностью сохранения данных. Фиксируются все имеющиеся признаки дефектов и особенно те, которые могут быть со временем утрачены. Каждый последующий объект описывается после полного завершения описания предыдущего. Объекты, связанные между собой, описываются последовательно с тем, чтобы дать более точное представление об их взаимосвязи. Количественные величины указываются в общепринятых метрологических величинах. Точность измерения определяется характером объекта. Не допускается употребление неопределённых величин («вблизи», «в стороне», «около», «рядом», «почти», «недалеко»). В протоколе отмечается факт обнаружения каждого из следов и предметов, в отношении каждого объекта указывается, что было с ним сделано, какие средства, приёмы, способы были применены. Описание противоречивых обстоятельств в самостоятельный раздел протокола не выделяется. При описании оборудования и отдельных его элементов в протоколе делаются ссылки на планы, схемы, чертежи, эскизы и фотографии. Каждый осматриваемый элемент оборудования должен иметь отдельную запись о результатах его осмотра. Выводы протокола должны содержать информацию о наличии и характере дефектов, а при невозможности его установления — о необходимости последующего проведения идентификации.
Осмотр — ответственный этап диагностики и контроля технического состояния, который должен базироваться на тщательно разработанной технологии проведения и требованиях метрологии к проведению измерений. Одним из главных факторов при проведении осмотров является правильная идентификация обнаруженных повреждений. Научная организация проведения осмотра позволяет сократить время простоя оборудования и обеспечить высокую достоверность получаемых результатов.
Перечень ссылок
- Визуальный и измерительный контроль / В.В. Клюев, Ф.Р. Соснин, В.Ф. Мужицкий и др. Под ред. В.В. Клюева. — М.: РОНКТД, 1998.
- Коллакот Р.А. Диагностирование механического оборудования. — Л.: Судостроение, 1980. — 281 с.
- Смыслов В.И. Осмотр места происшествия. — М., 1980.
- Максутов И.Х. Осмотр места происшествия. — Л., 1965.
- Шаламов М.П. Осмотр места происшествия. — М., 1966.
- Порядок поведения осмотра, испытания и экспертного обследования (технической диагностики) машин, механизмов, оборудования повышенной опасности / Утв. Постановлением КМ Украины от 29.05.2004г. №687.
- Основы технической диагностики. В 2-х книгах. Кн.1. Модели объектов, методы и алгоритмы диагностирования / Под ред. П.П. Пархоменко. — М.: Энергия, 1976.
Пока нет комментариев