материал предоставил к.т.н. ТОЛСТЫХ Леонид Григорьевич
в соавторстве с ТОЛСТЫХ А.Л.
СВАРКА. РЕНОВАЦИЯ. ТРИБОТЕХНИКА: тезисы докладов VI Уральской научно-практической конференции / Отв. ред. В.А. Коротков; М-во образования и науки РФ; ФГАОУ ВПО «УрФУ им. первого Президента России Б.Н. Ельцина», Нижнетагил. технол. ин-т (фил.). — Нижний Тагил: НТИ (филиал) УрФУ, 2013. — 76 с.
Инверторный источник питания (ИИП) ИНТАЛ-400П разработан для плазменной поверхностной закалки и позволяет плавно регулировать силу тока в пределах от 20 до 400 А.
ИИП имеет систему плавного запуска транзисторов при зажигании дуги, что исключает перегрузку питающей сети при случайном коротком замыкании плазматрона на изделие. В ИИП установлены датчики температуры, которые контролируют температуру нагрева силовых транзисторов инвертора и блокируют их работу при перегреве. После охлаждения транзисторов воздушным потоком от вентилятора они автоматически включаются, и источник готов к продолжению работы, о чём свидетельствует светодиод. От перегрузок источник защищён традиционной тепловой и электромагнитной защитами.
На рисунке 1 показано семейство внешних характеристик при 7 положениях ручки потенциометра регулировки сварочного тока. Внешняя вольтамперная характеристика источника комбинированная:
- крутопадающая на малых токах (5-15 А);
- пологопадающая на токах от 15–20 до 380–400 А;
- крутопадающая (почти вертикальная) на рабочем участке, то есть при напряжении на дуге менее 60 В.
Регулятор наклона внешних характеристик в крайнем левом положении.
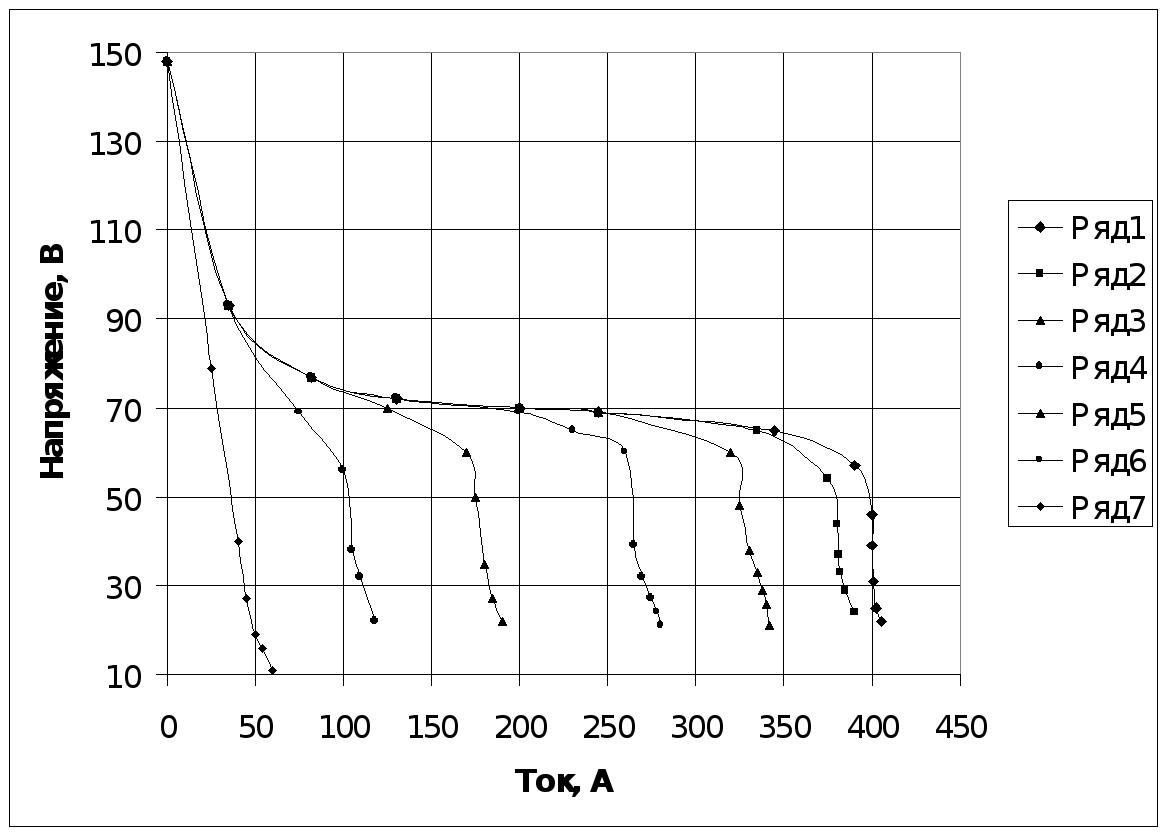
Рисунок 1 — Семейство внешних характеристик источника
На рисунке 2 показано семейство внешних характеристик источника при двух положениях регулятора наклона внешних характеристик:
- крайнее левое — кривые рядов 2, 3, 5, 6;
- крайнее правое — кривые рядов 1 и 4.
Как видно из рисунка 2 при использовании регулятора наклона характеристик с уменьшением длины дуги уменьшается ток дуги и напряжение на дуге, то есть мощность дуги. Если регулятор не используется (находится в крайнем левом положении), то при изменении длины дуги ток практически не изменяется, а напряжение на дуге определяется длиной дуги (чем больше длина дуги, тем больше напряжение на дуге). При закалке изделий сложной формы, где трудно применить механизированную плазменную закалку, приходится использовать ручную плазменную закалку. При ручном способе закалки возможны значительные колебания длины дуги, и, чтобы при её уменьшении не происходило подплавление закаливаемой поверхности (из-за повышения плотности мощности), предусмотрена возможность значительного (регулируемого) снижения силы тока при уменьшении длины дуги.
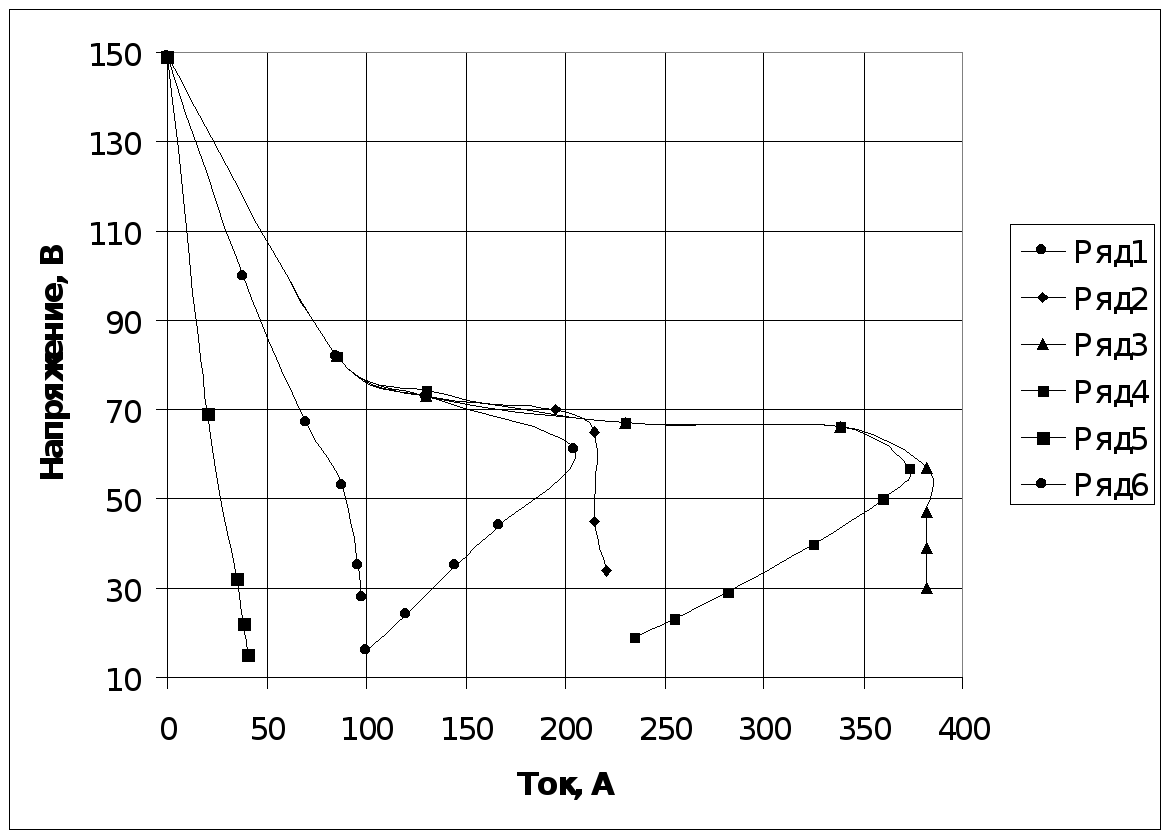
Рисунок 2 — Семейство внешних характеристик источника при двух положениях регулятора наклона внешних характеристик
Пока нет комментариев