В продолжение рассмотрения темы постоянных улучшений и стандартизации на предприятии следует отметить, что, помимо кайдзен и теории ограничений систем, хорошо структурированный эвристический подход предлагает теория решения изобретательских задач.
Это причинно-следственный анализ (далее – ПСА) – метод глубинного анализа систем, направленный на установление ключевых причин происшедшего, в частности, причин нежелательных эффектов, явлений, событий, как правило, выявленных ранее другими методами [1].
В основе ПСА лежат такие техники, как «Пять почему» и диаграмма Исикавы, которые были рассмотрены ранее [2]. Весомое влияние также оказал метод FAST (Function Analysis System Technique), разработанный в 1960-х годах Чарльзом Байтуэем, а впоследствии дополненный и расширенный его последователями. FAST направлен на выявление существенных черт и признаков рассматриваемой проблемы и расположение их в определенной логической последовательности с целью стимулирования нахождения наиболее эффективных решений. Это достигается путем построения графической функциональной модели, которая последовательно раскрывает внутренние зависимости системы путем предоставления ответов не только на вопрос «почему?», но также «как?» и «когда?».
Аналогичным образом в ходе проведения ПСА строится причинно-следственная цепочка (рис. 1) – графическая модель рассматриваемой системы, отражающая взаимосвязь ее недостатков. При этом выделяют целевой недостаток – мешающий (известный, явный) недостаток в рассматриваемой системе, устранение которого является целью проекта; ключевой недостаток – корневой (неочевидный, скрытый) недостаток, который подлежит устранению для достижения цели проекта. Ключевые недостатки являются причинами возникновения целевого недостатка. При этом глубина анализа определяется целесообразностью, которая зависит от имеющихся ресурсов и уровня доступа, необходимых для решения формулируемых на каждом шаге задач.

Рисунок 1 – Причинно-следственная цепочка [1]
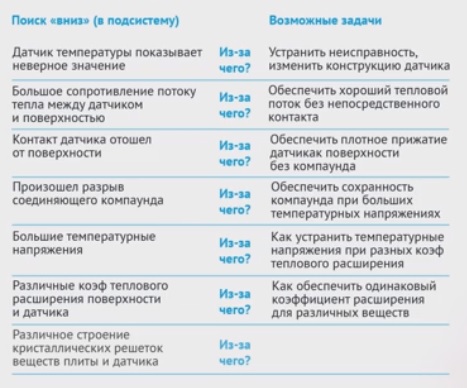
Движение «внутрь» (рис. 2.а), в глубину системы, процесса или явления, позволяет выделять все более тонкие, внутренние, причины происходящего. Это путь исследователя, инженера, пытающегося разобраться в том, что происходит.
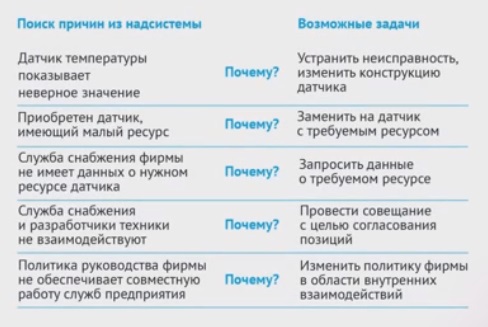
Движение «наружу» (рис. 2.б), от частного к общему, к причинам, скрытым в надсистеме – это путь руководителя, который, зафиксировав отдельное проявление, стремится выявить и устранить причину, способную привести к ряду аналогичных событий.
 (а) |
 (б) |
Рисунок 2 – Пример линейной причинно-следственной цепочки):
а) при движении «внутрь»; в) при движении «наружу» [1]
Причинно-следственная цепочка связывает целевой и ключевые недостатки. Она может быть как линейной, так и ветвящейся (рис. 3), в которой элементы объединены логическими операторами. Так, например, если несколько выявленных недостатков связаны логическим «И», достаточно устранить любой из них, чтобы следствие не наступило. Аналогичным образом, если выявленные недостатки связаны логическим «ИЛИ», для устранения следствия потребуется не допустить наступления каждого из них. Устранение только части из таких недостатков приведет к снижению вероятности наступления следствия, но не исключит возможность этого полностью, чего, тем не менее, в практических условиях нередко оказывается достаточно.
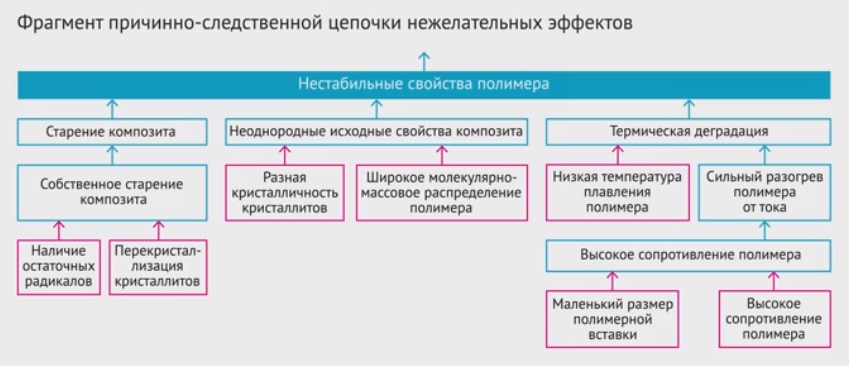
Рисунок 3 – Пример ветвящейся причинно-следственной цепочки (ключевые недостатки связаны логическим «ИЛИ») [1]
 «Традиционно считается, и это вполне справедливо, что после выявления ключевых недостатков необходимо работать именно над их устранением. Однако в реальной ситуации для этого не всегда могут найтись необходимые ресурсы или иметься соответствующий уровень доступа. В таком случае задача будет состоять в том, чтобы исключать следствия при сохранении причин, что можно делать в любом месте причинно-следственной цепочки».
«Традиционно считается, и это вполне справедливо, что после выявления ключевых недостатков необходимо работать именно над их устранением. Однако в реальной ситуации для этого не всегда могут найтись необходимые ресурсы или иметься соответствующий уровень доступа. В таком случае задача будет состоять в том, чтобы исключать следствия при сохранении причин, что можно делать в любом месте причинно-следственной цепочки».
Так, в примере, приведенном на рис. 2, решение любой из указанных альтернативных задач позволит с той или иной степенью эффективности и уровнем затрат обеспечить устранение целевого недостатка. Скажем, если для обеспечения плотного прижатия датчика к поверхности будут внесены соответствующие конструктивные изменения, это не устранит такие физические ключевые причины как различие коэффициентов теплового расширения или строения кристаллических решеток веществ датчика и поверхности, однако при сохранении причин влияние их негативных следствий окажется устранено. Или если разработчики техники доведут до службы снабжения данные о требуемом ресурсе датчика, это не исключит ключевую проблему, которая заключается в политике руководства предприятия, не обеспечивающей совместную работу его служб, однако в этом конкретном случае ее негативные последствия уже не приведут к целевому недостатку.
Главным достоинством ПСА является то, что построенная причинно-следственная цепочка дает возможность сформулировать значительное количество альтернативных задач и впоследствии выбрать те из них, которые в конкретных условиях наиболее удобны для решения и для решения которых имеются необходимые ресурсы и доступ.
Следует отметить, что разнообразие подходов к формированию мероприятий по улучшению, в том числе на основе результатов анализа отказов оборудования, далеко не ограничивается указанными. Их выбор во многом зависит от уровня корпоративной культуры предприятия, что будет рассмотрено в последующих статьях настоящего цикла.
Чтобы бы не пропустить публикации по управлению отказами оборудования, подписывайтесь на Telegram-канал Ассоциации эффективного управления производственными активами (Ассоциации ЕАМ) t.me/eam_su!
Перечень ссылок
- Рожков А.Б., Кудрявцев А.В. Теория решения изобретательских задач // Открытое образование. – Режим доступа: https://openedu.ru/course/misis/triz1/.
- Сидоров А.В. Управление отказами оборудования: в 2 ч. Ч. I : Расследование и учет / А.В. Сидоров, В.А. Сидоров. – СПб.: ООО «ТОИР ПРО», 2019. – 128 с.
Материал предоставили СИДОРОВ Александр Владимирович, СИДОРОВ Владимир Анатольевич.
Больше информации по указанной теме можно найти в книге «Управление отказами оборудования», подготовленной под эгидой Ассоциации эффективного управления производственными активами (Ассоциации EAM). Первая часть издания доступна здесь, а вторая – здесь.

Пока нет комментариев