Одним из наиболее популярных и эффективных инструментов статистического управления, который может быть предложен для использования при анализе отказов оборудования, являются контрольные карты Шухарта. Порядок применения контрольных карт Шухарта регламентирован ГОСТ Р ИСО 7870-2-2015.
Методология контрольных карт выделяет два вида вариабельности (изменчивости), имеющих место при реализации процессов:
1) изменчивость, вызванная общими (внутренними, постоянными) причинами, естественно присущими процессу. Уменьшение влияния таких причин, как правило, требует реализации мероприятий по совершенствованию, направленных на изменение самого процесса или системы;
2) изменчивость, вызванная особыми (внешними, единичными) причинами, которые характеризуют отклонения в процессе. Уменьшение влияния таких причин осуществляется путем принятия и реализации управленческих решений, направленных на поддержание процесса: обеспечение однородности на его входах, стабильности внешних условий и соблюдения установленной процедуры его реализации.
Главная идея статистического управления заключается в том, что различные виды вариабельности требуют различных подходов к устранению. Только на основе их различения можно выработать адекватную ситуации стратегию действий.
Руководитель завода знал о проблемах на одной из производственных линий. В них он обвинял 24 рабочих: если бы эти люди не допускали столько ошибок, то все было бы в порядке.
Первым шагом стал сбор данных результатов проверок и нанесение на график доли дефектных изделий день за днем на протяжении шести последних недель. Этот график (карта хода процесса) показывает стабильную случайную вариацию относительно среднего арифметического. Следовательно, уровень ошибок и вариации день ото дня были вполне предсказуемы. Что это означало? Налицо стабильная система производства дефектных изделий. Для любого существенного улучшения нужно воздействовать на систему, а это – ответственность менеджмента. Просить и умолять рабочих работать лучше абсолютно бесполезно.
Эдвардс Деминг. Выход из кризиса:
Новая система управления людьми, системами и процессами, с. 33
Процесс считается находящимся в статистически управляемом состоянии, если изменчивость вызвана только общими причинами. Как только этот уровень вариабельности определен, любое отклонение от него считают действием особых причин, которое следует выявить и исключить (обеспечить однородное качество сырья, постоянство температуры и влажности, соответствующее требованиям техническое обслуживание оборудования, выполнение рабочими технологических инструкций и так далее).
Статистическое управление процессом представляет собой методологию установления и поддержания процесса на приемлемом стабильном уровне, обеспечивающем соответствие заданным требованиям. Контрольная карта Шухарта является аналитическим инструментом для выявления потери статистической управляемости, который использует графический способ представления и сопоставления информации, основан на анализе данных последовательных выборок, отражающих текущее состояние процесса, с границами, установленными, исходя из внутренней изменчивости, присущей процессу. Это позволяет оценить, достиг ли процесс управляемого состояния и продолжает ли в нем находиться.
Если процесс управляем, то считается, что он стабилен и предсказуем, и тогда далее следует анализировать способность процесса удовлетворять выдвигаемые к нему требования. Использование контрольных карт и их тщательный анализ путем выявления необычных структур вариации данных, возникающих в повторяющихся процессах, ведут к улучшению понимания процессов и способствуют обнаружению возможностей для улучшения [1, с. IV].
Для контрольных карт Шухарта необходимы данные, получаемые выборочно или непрерывно из процесса через приблизительно равные интервалы (по времени, по количеству изготовленной продукции и так далее). Каждая такая выборка образует подгруппу. Для каждой подгруппы определяют одну или несколько характеристик, таких как среднее арифметическое, размах, стандартное отклонение, или счетную характеристику, такую как число событий заданного класса.
В случае анализа отказов оборудования в качестве таких данных могут выступать, например, число происшествий за единицу времени (неделю, месяц), наработка на отказ, продолжительность простоев или величина затрат на техническое обслуживание и ремонты на единицу количества изготовленной продукции и так далее.
Контрольная карта Шухарта – это график значений выбранной характеристики данных в соответствии с номером подгруппы (рис. 1).
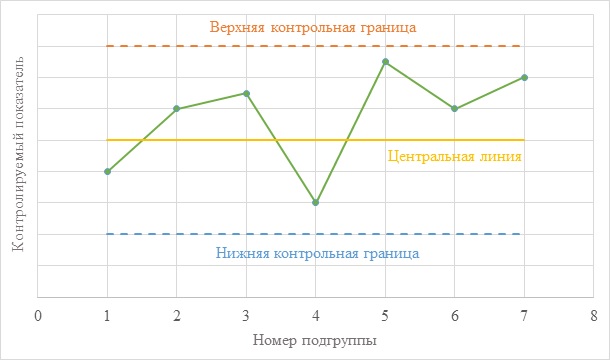
Рисунок 1 – Общий вид контрольной карты Шухарта
Карта имеет центральную линию, соответствующую опорному значению характеристики. При определении состояния статистической управляемости процесса в качестве опорного значения обычно применяют среднее арифметическое используемого статистического показателя. При статистическом управлении процессом опорным значением может быть значение характеристики, установленное в технических условиях, значение, основанное на предыдущей информации о процессе, находившемся в управляемом состоянии, или намеченное целевое значение характеристики.
Карта Шухарта имеет две статистически определяемые контрольные границы, расположенные по обе стороны от центральной линии, которые называются верхней и нижней контрольными границами. Контрольные границы на карте Шухарта находятся на расстоянии Зσ по обе стороны от центральной линии, где σ – стандартное отклонение совокупности или его оценка.
Если данные подчиняются нормальному распределению, границы на расстоянии ±Зσ от центральной линии обеспечивают попадание в эти пределы приблизительно 99,7% значений при условии, что процесс находится в статистически управляемом состоянии. В связи с этим при определении состояния процесса с использованием контрольных карт возможны маловероятные ошибки (до 0,3%) двух типов, которые, тем не менее, необходимо иметь в виду:
1) ошибка первого рода возникает в ситуации, когда процесс находится в статистически управляемом состоянии, а точка выходит за контрольные границы. В результате принимают ошибочное решение о том, что процесс вышел из состояния статистической управляемости. Возникают дополнительные затраты на поиск причин несуществующей проблемы;
2) ошибка второго рода возникает, когда рассматриваемый процесс не находится в статистически управляемом состоянии, а точки выборочных значений случайно оказываются внутри контрольных границ. В этом случае принимают ошибочное решение о том, что процесс находится в статистически управляемом состоянии. Такая ошибка может вызвать затраты, связанные с необнаружением изменчивости процесса.
Выявление указанных ошибок хоть и не критично, пренебрежимо мало, но возможно только путем сопоставления результатов анализа с имеющей место производственной практикой, в том числе на основе экспертной оценки.
Если процесс находится в статистически управляемом состоянии, контрольные карты реализуют метод непрерывной статистической проверки гипотезы о том, что процесс не изменился и остается стабильным. Когда наблюдаемое значение оказывается за любой из контрольных границ или серия значений демонстрирует необычную структуру (например, смещение среднего – семь и более последовательных точек расположены по одну сторону от центральной линии; тренд – семь и более последовательно возрастающих или убывающих точек; цикличность – более 1/3 точек лежат вне интервала ±σ), далее нельзя считать, что процесс находится в состоянии статистической управляемости.
В этом случае необходимо провести исследование с целью выявления особой причины, на основе чего, при необходимости, принимается соответствующее управленческое решение. В отдельных случаях по результатам исследования можно не выявить никакой особой причины, тогда считают, что имела место ошибка первого рода и произошло достаточно редкое событие, приведшее к выходу точки за контрольную границу, хотя сам процесс находится в статистически управляемом состоянии.
Порядок построения контрольных карт Шухарта включает два этапа [1, раздел 4]:
- Если процесс впервые должен быть изучен с целью достижения состояния статистической управляемости, необходимо использовать ранее полученные данные наблюдений за процессом или получить новые данные для построения центральной линии и контрольных границ. Контрольные границы, итеративно устанавливаемые на этом этапе, носят пробный характер, поскольку основаны на данных, собранных в условиях, когда процесс, возможно, не находится в состоянии статистической управляемости. Для этого данные о процессе, полученные под влиянием особой причины, в случае обнаружения должны быть удалены и параметры контрольной карты следует пересчитать. Эту процедуру продолжают повторно до тех пор, пока пробная контрольная карта не покажет отсутствие таких сигналов и, следовательно, процесс можно будет рассматривать как управляемый. Поскольку некоторые данные могут быть удалены из рассмотрения, может потребоваться получить дополнительные данные о процессе для обеспечения достоверности оценок параметров.
- Как только состояние статистической управляемости процесса достигнуто, центральная линия и контрольные границы карты, полученные на предыдущем этапе, становятся параметрами контрольной карты для последующего мониторинга процесса. Цель теперь состоит в том, чтобы поддерживать процесс в состоянии статистической управляемости путем быстрого обнаружения и установления особых причин, которые могут время от времени воздействовать на процесс.
Следует также указать на необходимость пересчета положения центральной линии и контрольных границ в случае внесения существенных изменений в процесс, что направлено на приведение контрольной карты в соответствие новым условиям статистической управляемости. Характер изменения положения центральной линии (приближения или удаления от требований, предъявляемых к процессу) и контрольных границ (их сужения или расширения, что соответствует уменьшению или увеличению вариабельности) может использоваться для оценки эффективности мероприятий по улучшению. Приближение средней линии к требованиям, предъявляемым к процессу, и уменьшение вариабельности свидетельствуют о повышении качества реализуемого процесса.
Положение контрольных границ карт Шухарта определяется расчетным путем на основе формул, зависящих от используемых характеристик, которые приведены в разделе 6 ГОСТ Р ИСО 7870-2-2015 для количественных (размерных) данных (средних арифметических, размахов, стандартных отклонений, а также индивидуальных значений, скользящих размахов и медиан) или в разделе 10 того же стандарта для альтернативных (безразмерных) данных (числа событий, обладающих заданным признаком, или числа таких событий на единицу продукции в группе).
Система управления процессом на основе контрольных карт Шухарта подает статистические сигналы, позволяющие отделять общие причины от особых причин его изменчивости. Систематическое устранение особых причин изменчивости процесса, что достигается на основе их постоянного выявления, приводит процесс в состояние статистической управляемости. Если процесс находится в состоянии статистической управляемости, его работа предсказуема и его соответствие установленным требованиям может быть проверено. Прогноз состояния лежит в основе статистического управления процессом.
Утверждение, которое не содержит предсказания, бесполезно для руководителя.
Генри Нив. Новое прочтение системы глубинных знаний Деминга
 «В нестабильной системе невозможно предсказание, а значит, и управление. Управление базируется на воспроизводимости поведения системы, поэтому уменьшение вариабельности лежит в основе непрерывного улучшения. Именно это позволяет сокращать потери: оптимально назначать сроки и объемы технического обслуживания и ремонтов, минимизировать запасы и так далее без повышения риска отказов оборудования».
«В нестабильной системе невозможно предсказание, а значит, и управление. Управление базируется на воспроизводимости поведения системы, поэтому уменьшение вариабельности лежит в основе непрерывного улучшения. Именно это позволяет сокращать потери: оптимально назначать сроки и объемы технического обслуживания и ремонтов, минимизировать запасы и так далее без повышения риска отказов оборудования».
Воспроизводимость процесса определяется его общей изменчивостью, которая остается после устранения особых причин, и представляет функционирование процесса в статистически управляемом состоянии. Поэтому процесс сначала приводят в статистически управляемое состояние, после чего определяют его воспроизводимость, что регламентируется стандартами серии ГОСТ Р ИСО 22514. Распределение данных на выходе процесса сравнивают с техническими требованиями для подтверждения того, что эти требования могут быть выполнены в рамках существующего процесса, иначе осуществляются мероприятия по его настройке (рис. 2).
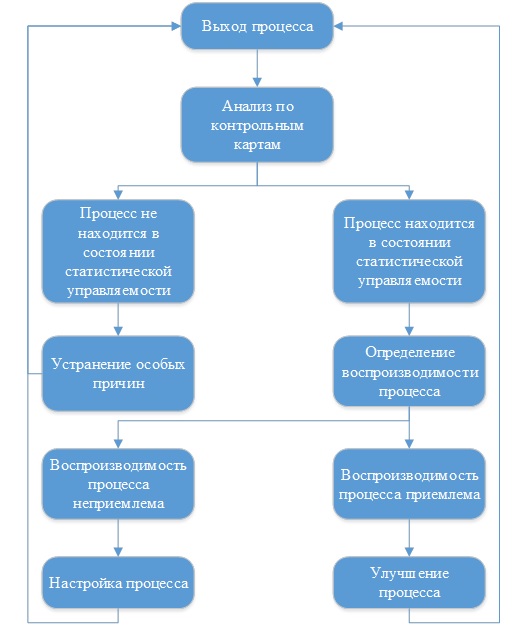
Рисунок 2 – Алгоритм статистического управления процессом
Одним из ключевых достоинств метода контрольных карт Шухарта является его эмпирическая направленность с уходом от вероятностной интерпретации статистических данных и применения сложного математического аппарата, что положительно сказывается на возможности использования в реальных производственных условиях. После выполнения первого этапа по определению центральной линии и контрольных границ для осуществления мониторинга процесса путем применения шаблонов контрольных карт можно добиться их успешного использования линейными управленцами и даже операторами на рабочих местах, что значительно расширяет возможности по контролю не только аварий и инцидентов, но и отклонений в работе оборудования. Базируясь на более обширной и оперативно получаемой выборке данных, это обеспечивает раннее выявление особых причин и предупреждение отказов оборудования.
Кроме того, контрольные карты Шухарта в большей степени соответствуют современным концепциям управления, направленным на борьбу не с отказами как следствиями изменчивости процессов, а с причинами их вызывающими. Снижение вариабельности приводит к повышению управляемости, что обеспечивает возможность реализации мероприятий по улучшению с целью получения системных, качественных результатов. В условиях низкой стабильности, отсутствия воспроизводимости процессов, что характерно для отечественных предприятий, эффект от управленческих решений может частично или полностью нивелироваться высокой изменчивостью. В связи с этим статистический метод, основанный на использовании контрольных карт Шухарта, можно рекомендовать как практику, внедрение и применение которой целесообразно для обеспечения эффективного управления отказами оборудования.
Перечень ссылок
- ГОСТ Р ИСО 7870-2-2015. Статистические методы. Контрольные карты. Часть 2. Контрольные карты Шухарта. – М.: Стандартинформ, 2016. – 42 с.
Материал предоставили СИДОРОВ Александр Владимирович, СИДОРОВ Владимир Анатольевич.
Больше информации по указанной теме можно найти в книге «Управление отказами оборудования», подготовленной под эгидой Ассоциации эффективного управления производственными активами (Ассоциации EAM). Первая часть издания доступна здесь, а вторая – здесь.

Пока нет комментариев