материал предоставил СИДОРОВ Александр Владимирович
6.1. Шумы механизмов
В механических устройствах степень повреждения определяется по характеру взаимодействия контактирующих деталей. Физическое проявление соударения деталей во время работы реализуется в виде распространения упругих волн акустического диапазона, возникновения механических колебаний (вибраций) и ударных импульсов. Несмотря на единую физическую природу, каждое из этих проявлений имеет свои особенности и различным образом отображает происходящие процессы. Упругие волны, порождающие акустические колебания имеют частотный диапазон 20-16000 Гц и прослушиваются в непосредственной близости от оборудования.
Основные наблюдаемые отклонения акустических шумов:
- глухие толчки при изменении направления вращения валов механизма соответствуют износу шпоночных или шлицевых соединений, элементов муфт, повышенному зазору в зубчатой передаче;
- слабые стуки низкого тона соответствуют сколам шлицов, ослаблению шпоночного соединения, несоосности соединительных муфт;
- резкий металлический звук сопровождает повреждения соединительных муфт;
- свистящий звук возникает при проскальзывании ремней ременной передачи;
- частые резкие удары соответствуют биениям муфт, а также неправильной сборке валов.
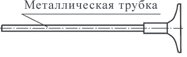
Прослушивание механических колебаний, возникающих при работе механизма, является распространенным методом определения состояния работающего оборудования. Механические колебания низкой и средней частоты легко распространяются по корпусным деталям механизма. Для их прослушивания используется технический стетоскоп, состоящий из металлической трубки и деревянного или текстолитового наушника (рисунок 6.1). Металлическая трубка, установленная на корпусе механизма, позволяет преобразовать механические колебания в акустические, распространяемые по стенкам трубки к наушнику. Этот метод настолько доказал свою надёжность, что требования по прослушиванию шумов механизмов включены во все правила ТО и инструкции по эксплуатации оборудования.
 |
 |
 |
Рисунок 6.1 — Технический стетоскоп: |
||
а) схема; |
б) общий вид |
|
Решение задачи распознавания повреждений основывается на знании характерных шумов элементов механизмов.
Характерные шумы подшипников качения:
- Незначительный ровный шум низкого тона свидетельствует о нормальном состоянии подшипника качения.
- Глухой прерывистый шум — о загрязнённости смазки.
- Звенящий (металлический) шум — о недостаточной смазке, возникает также при повышенном радиальном зазоре.
- Свистящий шум указывает на взаимное трение скольжения деталей подшипникового узла.
- Скрежет, резкое частое постукивание возникает при повреждениях сепаратора или тел качения.
- Глухие периодические удары — результат ослабления посадки подшипника, дисбаланса ротора.
- Воющий звук, скрежетание, гремящий шум, интенсивный стук указывают на повреждение элементов подшипника.
Решение задачи распознавания повреждений основывается на знании характерных шумов элементов механизмов.
Характерные шумы зубчатых передач:
- Ровный жужжащий шум низкого тона характерен для нормальной работы зубчатой передачи. Косозубая передача в этом случае имеет ровный воющий шум низкого тона.
- Шум высокого тона, переходящий с увеличением частоты вращения в свист и вой, и непрерывный стук в зацеплении происходят при искажении формы работающих поверхностей зубьев или при наличии на них местных дефектов.
- Дребезжащий металлический шум, сопровождающийся вибрацией корпуса, возможен вследствие малого бокового зазора или несоосности, непараллельности колес.
- Циклический (периодический) шум, появляющийся с каждым оборотом колеса, то ослабевающий, то усиливающийся, указывает на эксцентричное расположение зубьев относительно оси вращения.
- Циклические удары, грохот, глухой стук свидетельствуют об изломе зуба.
Характерные шумы подшипников скольжения:
- Монотонный и шелестящий шум соответствует нормальной работе.
- Свист высокого тона, скрежет соответствуют отсутствию смазки.
- Периодические удары, резкое металлическое постукивание соответствуют задирам на поверхности подшипников скольжения, несоосности валов и выкрашиванию.
- Звенящий металлический шум соответствует недостаточному количеству смазки.
- Циклические удары низкого тона соответствуют повышенной вязкости масла.
Звон металлических деталей при ударе, например, молотком, используется для определения наличия дефектов. Звук, издаваемый стальной деталью, содержащей дефект, дребезжащий, более низкий и глухой по сравнению со звуком бездефектной детали, имеющей чистый, высокий звук. Данный метод достаточно эффективен применительно к контролю затяжки резьбовых соединений, целостности деталей простой формы. В более сложных случаях его использование ограничено.
Каждый механизм содержит две причины шумов: механического и электрического характера. Воющий звук, исчезающий при отключении питания электродвигателя, указывает на повреждения в электрической части мотора.
Значительные повреждения приводят к нарушению повторяемости шумовой картины. Степень повреждения определяется интенсивностью шума. Шум, вызывающий болевые ощущения при прослушивании техническим стетоскопом, является пределом эксплуатации деталей.
Указанные виды шумов в истинном виде проявляются редко. Акустическая картина механизма составляется из совокупности шумов всех элементов, определяется размерами, характером смазывания, нагрузками, температурой и другими факторами. Поэтому приведенная классификация служит исходной информацией при расшифровке конкретной акустической картины механизма. Качество расшифровки и правильность постановки диагноза зависит от квалификации, подготовленности и опыта персонала.
Основная рекомендация — при появлении высокочастотного резкого шума следует провести осмотр узла — это позволит уточнить характер и степень повреждения. [1]
6.2. Вибрация механизмов
Наибольшая чувствительность при воздействии вибрации на человека наблюдается при частоте 100-300 Гц. Распознать частоту колебаний практически невозможно, если эти колебания происходят с частотой свыше 5 Гц. Человек ощущает дискомфорт, находясь рядом с машиной, генерирующей частоты, совпадающие с резонансными частотами частей тела (преимущественно низкочастотные колебания). Если колебания настолько редки, что глаз различает каждое из них в отдельности, то частота определяется подсчётом полных колебаний за некоторый промежуток времени. С уменьшением размаха колебаний точность глазомерного восприятия уменьшается.
Используются различные методы визуализации механических колебаний.
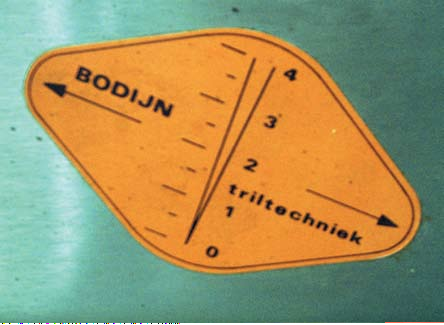
Характер прямой линии, проведенной по бумаге, лежащей на корпусе механизма, позволяет качественно оценить частоту и интенсивность колебаний (рисунок 6.2). При этом регистрируются колебания в направлении, перпендикулярном направлению движения карандаша. Скорость перемещения карандаша должна быть как можно более постоянной.

Рисунок 6.2 — Пример «ручной» записи механических колебаний
Для сравнения размаха колебаний различных узлов механизма, колеблющихся в вертикальной плоскости возможно использование мелких вспомогательных предметов. Различное поведение монет, гаек, шайб, песка в различных местах механизма поможет выявить узлы с наибольшей вибрацией. Однако данный индикатор нечувствителен к высокочастотным колебаниям.
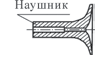
В случае необходимости регистрации относительно больших амплитуд колебаний (0,5-10 мм) с точностью до 0,5 мм при малой частоте (10-20 Гц) возможно применение мерного клина. Мерный клин (рисунок 6.3) наклеивается на исследуемый объект. Наличие пространственных компонентов вибрации, действующих перпендикулярно к измеряемой плоскости, может исказить результат. Поэтому мерный клин применяется главным образом для измерения прямолинейной вибрации, в частности колебаний: сит, грохотов, вибростендов.
 |
 |
Рисунок 6.3 — Установка мерного клина для измерения амплитуды колебания вибрационного дозатора |
|
Поверхность жидкости, в резервуаре, установленном или соединённом с вибрирующим объектом, приобретает заметную волнистость. Характер волн определяется частотой колебаний, а высота волны зависит от амплитуды колебаний. Иногда такие наблюдения позволяют сделать предварительные выводы о параметрах вибрации. Например, при боковом освещении поверхности воды можно обнаружить наличие вибрации при амплитудах менее 10 мкм без дополнительного увеличения. [2]
6.3. Контроль температуры механизмов
Температура нагрева корпусов механизмов, как диагностический параметр, имеет две особенности:
- появление некоторых видов неисправностей вызывает повышение температуры корпуса механизма;
- инерционность нагрева металлических деталей, корпусов и опор не позволяет использовать данный параметр для определения внезапных отказов и зарождающихся повреждений.
ПТЭ регламентируют предельную температуру корпусов подшипников, которая не должна превышать температуру окружающей среды более чем на 40 °С и быть не выше 60-80 °С. Для некоторых механизмов, имеющих циркуляционную систему смазки или охлаждения, оценивают разницу температур масла или воды на выходе и входе. Это позволяет контролировать тепловые процессы, общее состояние оборудования, а также степень его ухудшения. Обычно разница температур на выходе и входе не должна превышать 5-10 °С.
Пределом для непосредственного восприятия является температура 60 °С — выдерживаемая тыльной стороной ладони без болевых ощущений в течение 5 с. Использование дополнительных средств — брызг воды позволяет контролировать значения 70 °С — видимое испарение пятен воды и 100 °С — кипение воды внутри капли на поверхности корпусной детали.
Основные причины, вызывающие повышение температуры:
- дефекты системы смазывания:
- недостаточное или избыточное количество смазки;
- загрязнение смазки;
- неверный выбор смазочного материала;
- повреждения подшипников качения:
- износ или повреждение колец или тел качения;
- разрушение сепаратора;
- проворачивание подшипника на валу или в корпусе;
- дефекты изготовления и сборки:
- отсутствие осевых зазоров;
- малый радиальный зазор;
- дефекты корпусных деталей;
- защемление наружного кольца подшипника;
- дефекты регулировки:
- подшипник сильно зажат;
- перекос подшипника или вала;
- неправильное центрирование электродвигателя с приводом;
- повреждения уплотнительных устройств;
- повреждения системы охлаждения:
- недостаточная подача охлаждающей воды;
- высокая температура воды на входе.
Расширить диапазон субъективно воспринимаемых температур возможно при помощи зрительного восприятия, используя цвета побежалости и цвета каления (рисунок 6.4).
 |
 |
Рисунок 6.4 — Цвета побежалости и цвета каления: |
|
а) цвета побежалости на посадочной поверхности внутреннего кольца подшипника при схватывании и провороте; |
б) изменение цветов каления при охлаждении непрерывно литой заготовки на холодильнике МНЛЗ |
Степень нагрева детали или заготовки при термической обработке, например, во время закалки, может быть определена по цвету каления.
Цвета каления и соответствующие температуры (°С) для стальных изделий:
- тёмно-коричневый, слабое свечение в темноте — 530-580;
- коричнево-красный — 580-650;
- тёмно-красный — 650-730;
- тёмно-вишнёво-красный — 730-770;
- вишнёво-красный — 770-800;
- светло-вишнёво-красный — 800-830;
- светло-красный — 830-900;
- оранжевый — 900-1050;
- тёмно-желтый — 1050-1150;
- светло-жёлтый — 1150-1250;
- ярко-жёлтый — 1250-1300.
Указанные цвета могут несколько изменяться по отношению к конкретным маркам сталей, однако характер изменения цветности остаётся неизменным.
Цвета побежалости предоставляют информацию о степени нагрева детали во время поломки, перед отпуском или о перегреве детали во время сборки.
Цвета побежалости и соответствующие температуры (°С) для углеродистой стали:
- светло-жёлтый (соломенный) — 220;
- тёмно-жёлтый — 240;
- коричнево-жёлтый — 255;
- коричнево-красный — 265;
- пурпурно-красный — 275;
- фиолетовый — 285;
- васильково-синий — 295;
- тёмно-синий — 315;
- серый — 330.
6.4. Дополнительные методы оценки технического состояния оборудования
Визуальный осмотр широко используется при проведении осмотров и ревизий машин и механизмов, осуществляется исходя из возможностей человеческого зрения, основным недостатком которого является то, что при малой освещенности ему не помогают лучшие оптические приборы. В настоящее время отсутствуют средства, способные реализовать функции, выполняемые человеком при визуальном осмотре. Отличительной особенностью визуального осмотра являются трудности при форма-лизации процесса решения задачи распознавания. Необходимо отметить субъективность восприятия зрительной информации. Человек видит то, что знает. Незнакомые, неопознанные мозгом предметы остаются вне поля зрения. Поэтому важнейшим вопросом является определение диагностических, различаемых особенностей осматриваемой поверхности.
Трещины — это разрывы, преимущественно двухмерного характера, ограничивающие поверхности трещин часто располагаются перпендикулярно к поверхности детали.
Абразивный износ — участки с повышенной шероховатостью вдоль направления действия абразива.
Пятно ржавчины — дефект поверхности в виде пятен или полос с рыхлой структурой окисной плёнки.
Вмятина — дефект поверхности в виде произвольно расположенных углублений различной формы, образовавшихся вследствие повреждений и ударов поверхности.
Риска — дефект поверхности в виде канавки без выступа кромок с закругленным или плоским дном, образовавшийся от царапания поверхности металла.
Задир — повреждение поверхности в виде широких и глубоких борозд в направлении скольжения.
Царапание — образование углублений на поверхности трения в направлении скольжения при воздействии выступов твёрдого тела или твёрдых частиц с рабочей поверхностью детали.
Отслаивание — отделение с поверхности трения материала в форме чешуек.
Выкрашивание — отделение с поверхности трения материала, приводящее к образованию углублений на поверхности трения.
Схватывание — явление местного соединения материалов сопряжённых поверхностей при трении вследствие взаимодействия молекулярных сил.
Перенос металла — явление, состоящее в местном соединении материалов сопряжённых поверхностей, последующем его отрыве и переходе материала на другую поверхность.
Заедание — процесс возникновения и развития повреждений поверхностей трения вследствие схватывания и переноса материала.
Основные задачи, решаемые в визуальном осмотре:
- определение причин и характера разрушения и износа деталей по виду поверхности износа или излома;
- обнаружение трещин корпусных деталей, опор или основания;
- контроль поступления смазочного материала, наличия утечек масла (признак, определяющий избыток смазки, неисправность уплотнений или ослабление резьбовых соединений);
- контроль биения валов (свидетельствуют о повреждениях подшипни-ков), муфт (свидетельствуют о повреждениях муфт либо о неправиль-ной центровке валов), затяжки резьбовых соединений.
Колебания масляной или водной плёнки, появление пузырей в местах соединений деталей — результат ослабления резьбовых соединений. На это указывает и появление порошка красного цвета (окиси железа) в местах относительного перемещения деталей из-за насыщения поверхностных слоёв металла кислородом при воздействии растягивающих напряжений. Наличие чёткой разделительной линии между корпусом механизма и фундаментом определяет необходимость затяжки резьбовых соединений.
К визуальным методам может быть отнесен и метод диагностирования редукторов по значению мёртвого хода: при неподвижном выходном вале проворачивают входной до выбора зазоров в зубчатых передачах и по значению угла поворота входного вала судят о степени износа зубьев.
Симптомы неисправности при контроле поступления смазочного материала зависят от способа смазывания. При контроле количества масла в редукторе по уровнемеру или по масляному щупу — это уровень меньший, чем нижний допустимый предел. Проверка работы насоса подачи масла включает поиск утечек и проверку давления масла по манометру, которое должно соответствовать проектному диапазону.
Работа питателей проверяется в случае использования пластичных смазочных материалов. Симптом неисправности питателей — неравномерная работа штоков либо отсутствие перемещения при переключении системы смазывания.
В случае установки расходомера контролируется расход масла, который должен отвечать стандартному значению. Визуально определяется степень просачивания пластичного смазочного материала из уплотнительной части — чрезмерное просачивание или сухая уплотнительная часть являются симптомами неисправности.
Состояние обрызгивания маслом зубчатых колёс проверяется через смотровое стекло (определяется недостаточность или неравномерность обрызгивания). На смотровом стекле при удовлетворительном смазывании обычно наблюдается несколько капель масла.
Изменение цвета (рисунок 6.5) масла указывает на наличие загрязняющих веществ. Вода в смазке приводит к появлению мутно-белого цвета. Светлые масла рассматриваются в проходящем свете на прозрачность. Для тёмных масел ёмкость с маслом подогревается до 80 °С, потрескивание в ходе нагрева свидетельствует о присутствии воды. Присутствие воды в смазочном материале не приводит к существенному изменению характеристик смазочного слоя, однако возникающие коррозионные процессы провоцируют абразивный износ.

Рисунок 6.5 — Изменение цвета масла от бесцветного до жёлтого в течение четырёх лет эксплуатации
Цвет пластичной смазки может изменяться от светло-жёлтого до тёмно-коричневого. О наличии примесей свидетельствует золотистый цвет в случае подшипников скольжения и более тёмный цвет в случае подшипников качения.
Вязкость масла должна отвечать стандартному значению. Помимо лабораторных способов вязкость может оцениваться визуально и на ощупь. Пластичная смазка должна быть гладкой и мягкой, без посторонних включений.
Присутствие абразивных механических примесей в маслах определяют пробой на истирание. На чистое плоское стекло наносят несколько капель испытуемого масла и закрывают вторым стеклом. Передвигают стёкла одно относительно другого, плотно прижав их пальцами. Если в масле присутствуют абразивные механические примеси, то слышен характерный скрип. [2]
Перечень ссылок
- Сидоров В.А. Органолептические методы технического диагностирования механического оборудования // Металлообработка: оборудования и технологии для профессионалов, 2008. — №5. — С. 18-21.
- Сидоров В.А. Органолептические методы технического диагностирования механического оборудования // Металлообработка: оборудования и технологии для профессионалов, 2008. — №6. – С. 18-22.
Вопросы для контроля
- Перечислите основные отклонения акустических шумов и назовите их причины.
- Опишите методы визуализации механических колебаний.
- Как определить предельную температуру корпуса подшипника без вспомогательных средств?
- Какие виды дефектов и повреждений можно выявить при визуальном осмотре?
Пока нет комментариев