Механическое оборудование: техническое обслуживание и ремонт / В.И. Бобровицкий, В.А. Сидоров. — Донецк: Юго-Восток, 2011. — 238 с.
Уход и надзор за шпоночными соединениями
Проверку шпоночных соединений проводят во время приёмки смены, при ревизии и ремонтах оборудования. Во время приёмки смены осмотру подлежат шпоночные соединения, расположенные вне закрытых корпусов и испытывающие знакопеременную нагрузку.
При осмотре шпоночных соединений:
- проверить надёжность крепления (стопорения) клиновых и тангенциальных шпонок;
- осмотреть, не смещена ли шпонка и не ослаблена ли посадка в пазу.
Шпоночные соединения подлежат ремонту в случае, если при работе узла слышен стук; ослабленные шпонки заменить. Исправление разработанного шпоночного паза допускается при условии, если ширина при этом увеличится не более, чем на 15% первоначального размера.
Уход и надзор за болтовыми соединениями
В течение всего времени работы механизма болтовые соединения должны быть «намертво» закреплены, независимо от места их установки.
Не допускать ослабления болтовых креплений:
- систематически ослабляющиеся болтовые соединения подлежат замене;
- узлы с часто ослабляющимися болтовыми соединениями подлежат конструктивному изменению, обеспечивающему надёжность крепления.
Отверстия для болтов должны быть выполнены в зависимости от назначенного типа болтов (чистые, получистые). Болты устанавливают только тех типов и размеров, которые предусмотрены чертежом. Не допускается эксплуатация машин, механизмов и узлов, в которых количество установленных болтовых соединений уменьшено против предусмотренного чертежом.
Для предупреждения самоотвинчивания гаек и винтов обязательно применяют один из следующих способов стопорения:
- контргайкой;
- пружинной шайбой;
- шплинтом разводным;
- стопорной шайбой;
- шайбой с усиками (рисунок 6.1).
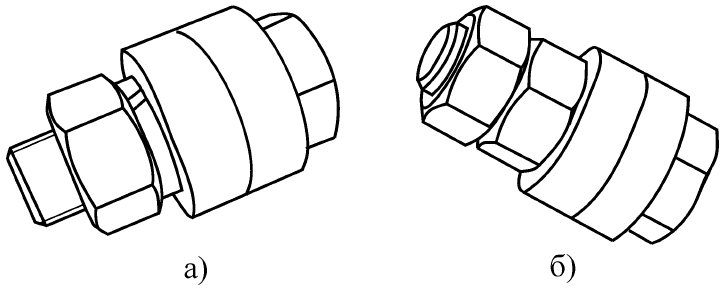
Рисунок 6.1 — Виды стопорения: а) пружинной шайбой; б) контргайкой
Пружинные шайбы должны прилегать к опорным поверхностям по всему периметру. Не допускается установка пружинных шайб, у которых развод концов в месте разреза меньше половины толщины тела шайбы. При болтовом соединении деталей с наклонными поверхностями устанавливают косые шайбы.
Затяжку и отвинчивание болтов и гаек размером до М16 проводят стандартными гаечными ключами (длиной, равной примерно 15 диаметрам болта) без удлинителей. При завинчивании гайка должна перемещаться по нарезке болта без качания. Зев ключей должен соответствовать размерам гаек. Не допускается пользование ключами большего размера с подкладыванием в зев ключа прокладок.
В собранном соединении стержень болта (шпильки) не должен выступать над гайкой более чем на 2-3 витка резьбы. Не допускается применение удлинённых болтов с установкой под гайки нескольких шайб или гаек большего диаметра.
Шпильки должны быть плотно (до упора) завёрнуты на краске (сурик, белила) в своих гнёздах. Шпильки, вывертывающиеся при отвинчивании гаек, подлежат замене. Длина нарезанной части шпилек и глубина отверстий для них должны соответствовать указаниям.
При приёмке смен обязательной проверке подлежат болтовые соединения, испытывающие переменные нагрузки, либо воздействие высоких температур.
Рекомендуемые моменты затяжки и осевые усилия для затяжки резьбовых соединений приведены в таблице 6.1.
Таблица 6.1 — Рекомендуемые моменты затяжки и осевые усилия для затяжки резьбовых соединений
| Класс качества | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 3.6 (4D) | 5,6 (5D) | 6,9 (6G) | 8,8 (8G) | 10,9 (10K) | 12,9 (12K) | ||||||
| Р, Н | М, Н×м | Р, Н | М, Н×м | Р, Н | М, Н×м | Р, Н | М, Н×м | Р, Н | М, Н×м | Р, Н | М, Н×м |
| 2059 | 1,96 | 2739 | 2,05 | 5286 | 5,10 | 6257 | 6,03 | 8806 | 8,48 | 10591 | 10,20 |
| 2903 | 3,43 | 3864 | 4,51 | 7453 | 8,73 | 8836 | 10,30 | 12405 | 14,71 | 14906 | 17,65 |
| 4232 | 5,59 | 5649 | 7,45 | 10885 | 14,22 | 12945 | 17,16 | 18191 | 24,52 | 21771 | 28,44 |
| 5315 | 8,24 | 7090 | 10,79 | 13680 | 21,57 | 16230 | 25,50 | 22752 | 35,30 | 27361 | 42,17 |
| 8473 | 16,67 | 11278 | 21,57 | 21771 | 42,17 | 25792 | 50,01 | 36285 | 70,61 | 46542 | 85,32 |
| 12356 | 28,44 | 16475 | 38,25 | 31773 | 73,55 | 37658 | 87,28 | 52956 | 122,58 | 63547 | 147,10 |
| 16966 | 45,11 | 22654 | 60,80 | 43640 | 116,70 | 51681 | 138,27 | 72668 | 194,17 | 87280 | 235,36 |
| 23340 | 69,63 | 31087 | 93,16 | 60017 | 178,48 | 71197 | 210,84 | 100028 | 299,1 | 120132 | 357,94 |
| 28341 | 95,13 | 37854 | 127,49 | 72962 | 245,17 | 86495 | 289,30 | 121603 | 411,88 | 146120 | 490,34 |
| 36481 | 135,33 | 48641 | 180,44 | 93850 | 348,14 | 111306 | 411,88 | 156417 | 578,50 | 187798 | 696,28 |
| 45601 | 182,40 | 60802 | 245,17 | 117190 | 470,72 | 139255 | 558,98 | 195644 | 784,54 | 234380 | 941,41 |
| 52564 | 230,46 | 70020 | 308,91 | 135333 | 598,21 | 160340 | 710,99 | 225554 | 1000,28 | 270665 | 1196,42 |
| 69235 | 343,23 | 92281 | 460,92 | 177992 | 887,51 | 210844 | 1046,32 | 296163 | 1480,81 | 355984 | 1775,01 |
| 84044 | 465,82 | 112287 | 622,73 | 215748 | 1206,23 | 255955 | 1421,97 | 353906 | 2110,38 | 432479 | 2402,64 |
| 104932 | 632,53 | 139746 | 848,28 | 269685 | 1627,91 | 319699 | 1931,92 | 449147 | 2716,46 | 539369 | 3265,63 |
| 123074 | 813,96 | 164263 | 1088,00 | 216757 | 2098,64 | 374616 | 2481,10 | 527601 | 3491,19 | 632533 | 4197,27 |
| 148081 | 1059,12 | 197115 | 1412,17 | 380540 | 2716,46 | 451109 | 3226,41 | 633513 | 4530,7 | 761001 | 5442,72 |
| 169166 | 1304,29 | 225554 | 1745,59 | 435418 | 3363,70 | 575833 | 3991,33 | 725697 | 5609,44 | 870836 | 6727,40 |
| 198096 | 1637,72 | 264781 | 2177,09 | 509949 | 4207,08 | 604093 | 4991,62 | 850242 | 7011,80 | 1019899 | 8414,16 |
| 222612 | 1980,96 | 297143 | 2638,00 | 573693 | 6060,55 | 679603 | 9021,32 | 956154 | 8473,00 | 1147385 | 10149,94 |
| 267723 | 2539,94 | 356964 | 3393,12 | 688431 | 6541,08 | 815918 | 7747,30 | 1147385 | 10885,45 | 1377843 | 13091,96 |
| 308911 | 3167,57 | 411882 | 4226,69 | 793363 | 8149,38 | 940463 | 9649,80 | 1323906 | 13562,29 | 1588687 | 16279,14 |
| 360887 | 3932,49 | 481509 | 5246,59 | 927715 | 10100,91 | 1098357 | 11964,19 | 1544557 | 16867,54 | 1853468 | 20201,82 |
| 407959 | 4736,64 | 544272 | 6305,71 | 1049318 | 12160,32 | 125452 | 14415,86 | 1730498 | 20299,89 | 2098636 | 24320,64 |
Уход и надзор за тормозами
При приёмке смен осмотру и опробованию подлежит каждый тормоз, установленный на оборудовании. При осмотре:
- проверить, плотно ли прилегает фрикционный материал тормозных колодок или лент к тормозному шкиву при замкнутом тормозе;
- проверить нагрев тормозного шкива, а также неравномерность и степень выработки фрикционной облицовки колодок или лент;
- осмотреть рабочую поверхность тормозного шкива, обнаруженные масляные подтёки удалить;
- проверить крепление шарнирных соединений, рычагов и тяг тормоза.
Не допускается работа механизма при неисправном или неотрегулированном тормозе.
В течение смены необходимо:
- следить за нагревом шкива и фрикционной облицовки тормозных колодок или лент; при чрезмерном нагреве этих деталей (появление дыма, запаха гари) проверить регулировку тормозной пружины и равномерность отхода колодок или лент;
- при резком или слабом торможении отрегулировать тормоз;
- не реже одного раза в неделю смазывать шарнирные соединения, оси и втулки рычагов тормоза;
- проверить величину хода якоря электромагнита или угла поворота его: если ход якоря недостаточен для компенсации износа облицовки на протяжении суток, отрегулировать тормоз.
Периодические осмотры тормозов производят не реже одного раза в 30-45 дней.
При периодических осмотрах тормозов дополнительно нужно:
- проверить степень износа фрикционного материала колодок или лент и обода тормозного шкива;
- проверить, одновременно и равномерно ли отходят колодки (ленты) от шкива при растормаживании;
- проверить степень износа шарнирных соединений рычагов и тяг тормоза.
Ход или угол поворота якоря электромагнита нужно отрегулировать таким образом, чтобы при его крайнем положении обеспечивалось надёжное торможение при максимальной выработке фрикционного материала.
При растормаживании тормоза колодки (ленты) должны отходить от шкива одновременно и равномерно, образуя одинаковые зазоры с поверхностью шкива на всём протяжении обкладок фрикционного материала.
Тормоз устанавливается на быстроходном валу редуктора. Тормозные накладки бракуются при износе 50% (таблица 6.2, таблица 6.3). Для механизмов кранов применяют тормоза нормально-замкнутые.
Таблица 6.2 — Допускаемый износ деталей тормозов
| Радиальное биение шкива, мм | Осадка главных пружин, % от новых | Тормозные накладки | Износ шарниров, % от паспортного | |||
|---|---|---|---|---|---|---|
| новый | отремонтированный | клёпанные | клеенные | текущий ремонт | капитальный ремонт | |
| 0,002 D | 0,005 D | 10 | 0,4 δ | 0,6 δ | 30 | 60 |
Примечания:
- D — диаметр шкива; δ — первоначальная толщина накладки.
- Канавки на поверхности шкива глубиной свыше 0,5 мм и трещины в любых частях шкива подлежат устранению.
Таблица 6.3 — Нормали контроля тормозов
| Неисправность | Предел ремонта | Предел использования | Примечание |
|---|---|---|---|
| Износ обода тормозного колеса | уменьшение до 50% начального размера | до 50%; для тормоза подъёма — 30% | |
| Неровность фрикционной поверхности | меньше чем 2,0 мм | должна быть подвергнута резанию | |
| Износ футеровки | уменьшение до 40% начального размера | ||
| Зазор между тормозным шкивом и футеровкой | меньше чем 1/150 диаметра шкива | 1/1200 | |
| Температура на поверхности шкива | при торможении 150 °С и выше, появление цветов побежалости |
| < 5.7. Уплотнение подвижных соединений | Содержание | 6.2. Соединительные муфты > |
Пока нет комментариев