Механическое оборудование: техническое обслуживание и ремонт / В.И. Бобровицкий, В.А. Сидоров. — Донецк: Юго-Восток, 2011. — 238 с.
Шпоночные соединения
Шпоночные соединения передают вращающий момент от вала к колесу и служат для закрепления на валах и осях различных деталей машин — зубчатых колёс, муфт, шкивов. Образуются посредством шпонки, установленной в сопряжённые пазы вала и колеса.
Шпонка имеет вид призмы, клина или сегмента, реже применяются шпонки других форм. Шпоночные соединения:
- просты;
- надёжны;
- удобны в сборке и разборке;
- дёшевы.
Недостатки:
- ослабляют сечение валов и ступиц колёс;
- концентрируют напряжения в углах пазов;
- нарушают центрирование колеса на валу (для этого приходится применять две противоположные шпонки).
Виды шпоночных соединений:
- ненапряжённые — призматические или сегментные шпонки, передают момент боковыми гранями;
- напряжённые — клиновые шпонки, передают момент за счёт сил трения по верхним и нижним граням;
- тангенциальные — состоят из двух клиньев с одинаковым уклоном, составленных так, что рабочие грани их взаимнопараллельны.
Шпонки всех основных типов стандартизованы.
Для призматических шпонок стандарт указывает ширину и высоту сечения. Глубина шпоночного паза в валу принимается как 0,6 от высоты шпонки. Призматические и сегментные шпонки всех форм испытывают смятие боковых поверхностей и срез по средней продольной плоскости:
σсмят = 2 × Mвращ / (0,4 × h × d × l ≤ [σ]смят;
τсрез = 2 × Mвращ / (b × d × l ≤ [τ]срез,
где h — высота сечения шпонки, d — диаметр вала, b — ширина сечения шпонки, l — рабочая длина шпонки (участок, передающий момент).
Исходя из статистики поломок, расчёт на смятие проводится как проектный. По известному диаметру вала задаются стандартным сечением призматической шпонки и рассчитывают рабочую длину. Расчёт на срез — проверочный. При невыполнении условий прочности увеличивают рабочую длину шпонки.
Сборка шпоночных соединений
Призматические шпонки подлежат замене при:
- смятии боковых граней;
- ослаблении посадки;
- смятии шпоночной канавки.
Разборку шпоночного соединения можно вести различными способами, в зависимости от конструкции соединения. Для разборки в средней части шпонки выполняют резьбовое отверстие и ввёртывают в него винт. При подгонке и сборке призматических шпонок рекомендуется выполнить скос на поверхности шпонки со стороны вала, на длину не более высоты шпонки, с обратной стороны сделать пометку. Непременное условие процесса разборки шпоночного соединения — сохранение чистоты и точности посадочных мест.
При небольшой выработке стенки канавки необходимо выровнять стенки шпоночной канавки до получения правильной формы и изготовить новую шпонку, с увеличенным сечением. Расширение шпоночной канавки допускается на величину, не превышающую 10-15% от первоначального размера. При изготовлении новой шпонки и ремонте шпоночной канавки обработку следует вести соответствующим инструментом. Засверливание шпоночных канавок должно проводиться фрезой.
Перед сборкой детали очищают и проверяют посадочные размеры, наличие на сопрягаемых поверхностях забоин, заусенцев и других дефектов. Измерение глубины пазов, высоты и правильности установки шпонок проводится с использованием щупов, шаблонов, индикаторов перемещения часового типа и специальных подставок.
Посадку шпонки в паз вала проводят лёгкими ударами медного молотка (или молотка из мягкого металла), под прессом или с помощью струбцин. Перекос шпонки и врезание в тело паза не допускаются. Отсутствие бокового зазора между шпонкой и пазом проверяют щупом, затем насаживают охватывающую деталь (колесо, шкив) и проверяют наличие радиального зазора.
При сборке клиновых шпонок необходимо следить за тем, чтобы шпонка плотно прилегала к дну паза вала и втулки и имела зазоры по своим боковым стенкам. Верхняя грань клиновых шпонок должна быть выполнена с уклоном по длине 1:100. Уклоны на рабочей поверхности шпонки и в пазе втулки должны совпадать, иначе деталь будет сидеть на валу с перекосом. Точность посадки шпонки проверяется щупом с обеих сторон втулки. При сборке пазы вала или поверхности шпонки припиливают или пришабривают для исключения перекоса и смещения. В собранном соединении головка клиновой шпонки не должна доходить до торца ступицы на величину, равную высоте шпонки. Во избежание выпадения клиновых и тангециальных шпонок (при их ослаблении) у головок устанавливают упоры на винтах. Следует отметить неопределённость возникающих усилий при запрессовке клиновых шпонок. Это может привести к повреждению ступиц охватываемых деталей.
Шпонки размером сечения более 28×16 мм необходимо проверять на краску по посадочным местам до получения пяти и более отпечатков на квадратный сантиметр поверхности. Перед установкой шпонки необходимо зачистить и смазать маслом шпонку и шпоночную канавку. Не допускается во всех видах шпоночных соединений устанавливать какие-либо подкладки для достижения плотной посадки шпонок.
Сегментные шпонки в меньшей мере подвержены перекосу и не требуют ручной пригонки (так как шпоночный паз получают фрезой, соответствующей размеру шпонки); паз под сегментную шпонку более глубокий, что ослабляет сечение вала.
В собранном соединении между верхней гранью призматической шпонки и основанием паза ступицы (рисунок 4.1) радиальный зазор должен соответствовать приведенным в таблице 4.1 данным. В соединениях с клиновой шпонкой (рисунок 4.2) боковой зазор между пазом и шпонкой не должен превышать величин, указанных в таблице 4.2.
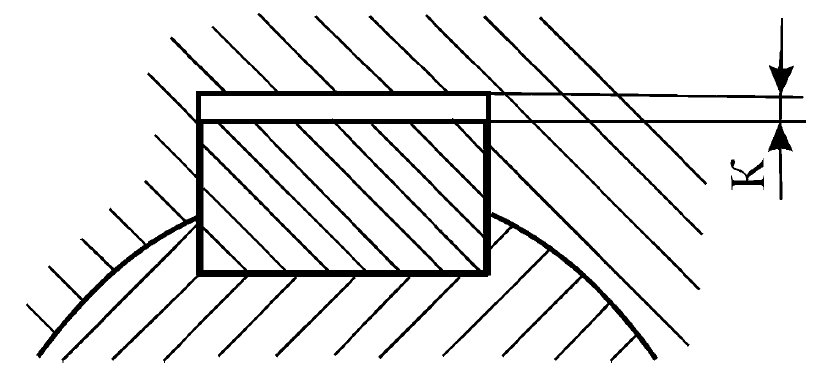
Рисунок 4.1 — Зазор при установке призматических шпонок
Таблица 4.1 — Значения радиального зазора для призматических шпонок в зависимости от диаметра вала
| Диаметр вала, мм | Радиальный зазор, мм |
|---|---|
| от 25 до 90 | 0,3 |
| от 90 до 170 | 0,4 |
| свыше 170 | 0,5 |
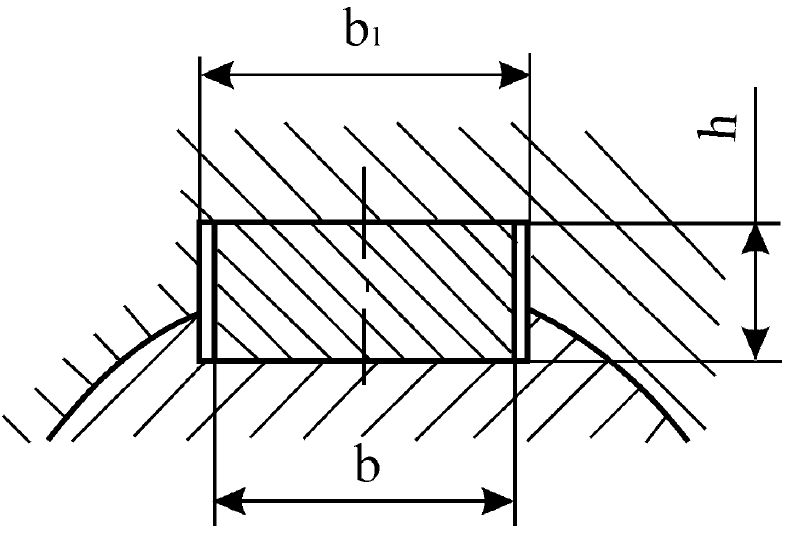
Рисунок 4.2 — Зазоры при установке клиновых шпонок
Таблица 4.2 — Значения бокового зазора для клиновых шпонок в зависимости от размера шпонок
| Нормальные размеры шпонок, мм | Боковой зазор, мм |
|---|---|
| b = 12…18; h = 5…11 | 0,35 |
| b = 20…28; h = 8…16 | 0,4 |
| b = 32…50; h = 11…28 | 0,5 |
| b = 60…100; h = 32…50 | 0,6 |
Направляющие призматические шпонки устанавливают с дополнительным креплением в пазу винтами, в пазу перемещаемых деталей делают более свободную посадку.
Шлицевые соединения
Шлицевые соединения образуются выступами на валу, входящими в сопряжённые пазы ступицы колеса. По внешнему виду и по динамическим условиям работы шлицы можно считать многошпоночными соединениями. Некоторые авторы называют их зубчатыми соединениями. В основном используются прямобочные шлицы, реже — эвольвентные и треугольные профили шлицев. Число шлицев принимают чётным (6, 8, 10).
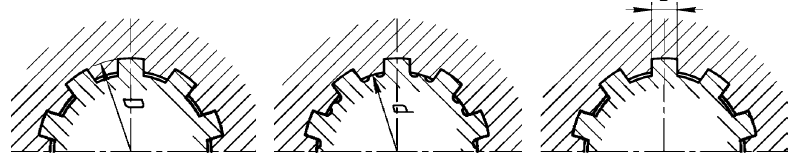
Прямобочные шлицы могут центрировать колесо по боковым поверхностям, по наружным и внутренним поверхностям (рисунок 4.3). Точные соединения центруют по наружному или внутреннему диаметру, а соединения, передающие большой крутящий момент, — по боковым поверхностям.
 |
||
(а) |
(б) |
(в) |
Рисунок 4.3 — Виды центрирования прямобочных шлицевых соединений: а) по наружному диаметру; б) по боковым поверхностям; в) по внутреннему диаметру |
||
В сравнении со шпонками, шлицы:
- имеют большую несущую способность;
- передают больший крутящий момент;
- лучше центрируют колесо на валу;
- усиливают сечение вала за счёт большего момента инерции ребристого сечения по сравнению с круглым;
- требуют специального оборудования для изготовления отверстий.
Основными критериями работоспособности шлицев являются:
- сопротивление боковых поверхностей смятию (расчёт аналогичен шпонкам);
- сопротивление износу при фреттинг-коррозии (малые взаимные вибрационные перемещения).
Смятие и износ связаны с одним параметром — контактным напряжением σсм. Это позволяет рассчитывать шлицы по обобщённому критерию — одновременно на смятие и контактный износ. Допускаемые напряжения [σ]см назначают на основе опыта эксплуатации подобных конструкций. Для расчёта учитывается неравномерность распределения нагрузки по зубьям:
σсм = 8 × Mвращ / (Z × h × dср × l ≤ [σ]см,
где Z — число шлицев, h — рабочая высота шлицев, l — рабочая длина шлицев, dср — средний диаметр шлицевого соединения.
Для эвольвентных шлицев рабочая высота принимается равной модулю профиля, за dср принимают делительный диаметр. Условные обозначения прямобочного шлицевого соединения составляют из обозначения поверхности центрирования D, d или b, числа зубьев Z, номинальных размеров d×D (а также обозначения полей допусков по центрирующему диаметру и по боковым сторонам зубьев). Например, D-8×36 H7/q6×40 означает восьмишлицевое соединение с центрированием по наружному диаметру с размерами d = 36 мм, D = 40 мм и посадкой по центрирующему диаметру H7/q6.
При центрировании по наружному диаметру с посадкой по диаметру центрирования H8/h7:
D-8×36×42 H8/h7×7 D10/d10.
Сборка шлицевых соединений
При шлицевом соединении охватывающая деталь может центрироваться по поверхностям впадин, выступов или по поверхности шлицев. Шлицевые соединения бывают жёсткие и подвижные. Подвижные соединения имеют обычно посадку с зазором и собираются от руки, перед сборкой детали смазывают. Жёсткие соединения могут иметь переходную посадку или посадку с натягом и собираются путём нагрева до температуры 80-120 °С и прессования охватывающей детали на вал.
Жёсткие шлицевые соединения после сборки проверяют на биения, а подвижные соединения — на равномерность проворачивания относительно неподвижного вала в четырёх диаметральных сечениях. При сборке ответственных шлицевых соединений прилегание сопрягаемых поверхностей проверяют на краску.
| < 3.6. Повреждения зубчатых передач | Содержание | 4.2. Сборка и разборка резьбовых соединений > |
Пока нет комментариев