Механическое оборудование: техническое обслуживание и ремонт / В.И. Бобровицкий, В.А. Сидоров. — Донецк: Юго-Восток, 2011. — 238 с.
Типичные повреждения рабочих поверхностей зубчатых передач определяются конструкцией и особенностями эксплуатации. Силы, действующие на зубья, вызывают изгиб, сжатие и тангенциальные деформации за счёт трения в зоне контакта. Циклическое изменение этих сил, а также изгибающие и контактные напряжения, вызванные этими силами, являются причиной поломки зубьев и усталостного выкрашивания их рабочей поверхности. Трение, возникающее в зоне контакта зубьев, вызывает износ и заедание.
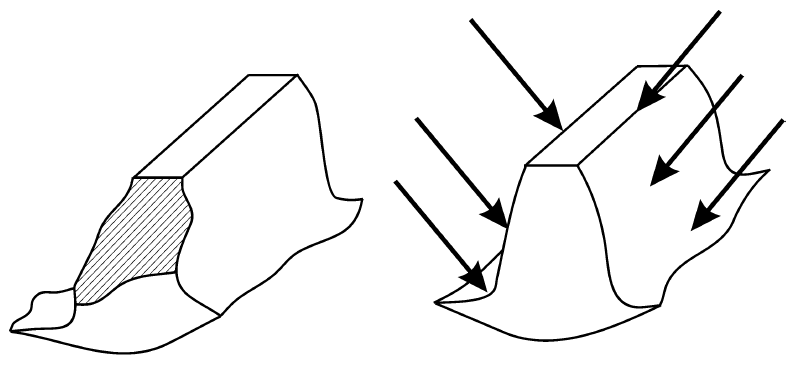
Виды повреждений зубчатых передач: изменение геометрии рабочих поверхностей в результате механического, абразивного, усталостного изнашивания и схватывания сопряжённых поверхностей, вследствие чего развиваются повреждения — абразивное изнашивание, усталостное выкрашивание, заедание, задиры, сколы, трещины (рисунок 3.24).
 |
|
(а) |
(б) |
Рисунок 3.24 — Износ зубчатых передач:
|
|
Поломка зубьев — наиболее опасный вид разрушения. Она происходит из-за возникающих в зубьях переменных напряжений при деформации изгиба. Поломка зубьев может происходить в результате больших перегрузок ударного и статического характера, а также усталостного разрушения от действия переменных напряжений в течение длительного времени. Трещины усталости возникают у основания зуба из-за неучтённых расчётом перегрузок. Перенапряжение зубьев может вызывать концентрацию нагрузки по длине зуба вследствие неправильного монтажа (непараллельности валов), а также из-за грубой обработки поверхности впадин зубьев, заклинивания зубьев при нагреве передачи и недостаточных боковых зазорах. Чаще всего наблюдаются отколы углов зубьев, связанные с концентрацией нагрузки.
Усталостное выкрашивание рабочих поверхностей зубьев — наиболее распространённый эксплуатационный вид повреждения закрытых передач. Возникает в результате действия переменных контактных напряжений в поверхностных слоях материала. В зубчатых передачах, работающих при высоких контактных напряжениях, главным образом, на ножках и у полюсной линии, появляются веерообразные микротрещины, которые, развиваясь вглубь по кругу, замыкаются, что и приводит к явлению выкрашивания. Стимулирует выкрашивание смазка, попадающая в трещины. Вследствие клиновидности трещины давление смазки возрастает по глубине и достигает максимального значения у вершины трещины. Прогрессирующий износ вызывает искажение профиля и приводит к снижению ресурса.
Абразивный износ зубьев — основной вид разрушения отрытых передач. Вид поверхности — ряд мелких параллельных полос, перпендикулярных оси колеса. Износ поверхностного слоя, имеющего наибольшую твёрдость, приводит к увеличению скорости изнашивания. В процессе износа уменьшается размер зуба по толщине, увеличиваются зазоры в зацеплении, нарушается эвольвентность рабочего участка профиля зуба.
Износ схватыванием I и II рода в зубчатых передачах проявляется в виде пластических сдвигов и задиров зубьев.
Пластические сдвиги наблюдаются у тяжелонагруженных зубчатых колёс, выполненных из мягкой стали. На поверхности таких зубьев при перегрузке появляются пластические деформации с последующим сдвигом.
Задир зубьев возникает при нарушении сплошности масляной плёнки, в случае появления металлического контакта между рабочими поверхностями зубьев, сопровождается нагревом металла вплоть до сваривания микрообъёмов металла. Это приводит к появлению борозд, расположенных на рабочей поверхности зубьев, перпендикулярно оси колеса. При загрязнённой смазке твёрдые частицы, попадая в зону контакта сопряжённых поверхностей, под давлением внедряются в тело зубьев и вызывают дополнительное истирание поверхности.
В начальный период из-за неточностей изготовления, монтажа нагрузка на их отдельных участках распределяется неравномерно. Это приводит к местному разрушению масляной плёнки, смятию и истиранию неровностей на наиболее нагруженных участках, на поверхности зубьев появляются натиры с металлическим блеском.
Наибольший износ рабочих поверхностей наблюдается на ножках зубьев, где имеет место максимальное скольжение. Самый быстроразвивающийся вид повреждения — разрушение, начинается с образования трещины и заканчивается сколом или поломкой зубьев. Трещины начинают появляться в основании зубьев на стороне растянутых волокон и располагаются перпендикулярно рабочим поверхностям зубьев. Возникновение трещин приводит с течением времени к разрушению зубьев и часто к повреждению других деталей механизма из-за попадания в них кусков зубьев.
Малые зазоры в зубчатых передачах приводят к повышению вибрации и шума. В этом случае происходит подрезание ножки зуба ведущего колеса и на головках зубьев появляются острые кромки.
Уменьшение шероховатости рабочих поверхностей зубьев значительно снижает мгновенную температуру в зоне контакта, повышает долговечность и улучшает условия работы зубчатой передачи.
В червячных передачах витки червяка изнашиваются значительно больше, чем зубья червячного колеса. В цилиндрических передачах наблюдается более интенсивный износ зубьев шестерен, чем зубьев колес.
В открытых и закрытых зубчатых передачах проверяют износ рабочих поверхностей, наличие трещин, сколов, поломок, нарушения правильности зацепления, зазоры, торцевые биения, смещения валов, наличие смазочного материала на поверхностях трения.
При диагностировании червячной передачи определяют «мёртвый ход» червяка — перемещение при неподвижном колесе. Для однозаходного червяка ход составляет 8…10°, для двухзаходного — 4…6°.
Бракуют колёса по наличию трещин у основания зуба и по площади усталостного выкрашивания, если она превышает 30% рабочей поверхности зуба, а глубина их превышает 10% толщины зуба.
Контроль состояния зубчатых передач осуществляется по следующим параметрам:
- оценка неравномерности вращения тихоходного вала;
- оценка значения «мёртвого» хода редуктора;
- по пятну контакта прилегания рабочих поверхностей контактирующих зубьев.
Мёртвый ход редуктора характеризует суммарный износ зубчатых передач, шлицевых и шпоночных соединений, подшипников качения.
Проверка прилегания рабочих поверхностей зубчатых колёс осуществляется по металлическому блеску и пробой на краску. По металлическому блеску — обкатывание шестерен с одной или двух сторон зуба. Проба на краску — проворачивание шестерен с краской на ведущем колесе.
Определение отношения размеров пятна краски на зубьях цилиндрических колёс к размерам зуба в процентах приведено на рисунке 3.25. Удовлетворительным является расположение пятен при выполнении следующих соотношений (обозначения на рисунке 3.25):
(h / H) × 100% = 25…60%;
[(a-c) / b] × 100% = 30…80%.
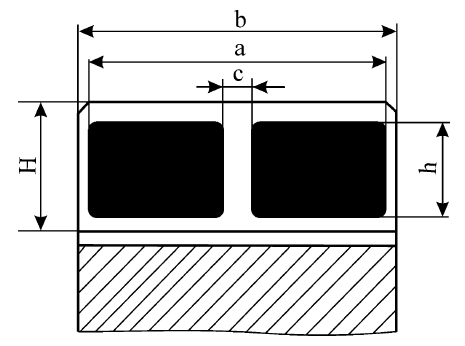
Рисунок 3.25 — Определение размеров пятна краски на зубьях цилиндрических колёс
Возможные варианты расположения пятна контакта при проверке прямозубого зубчатого зацепления приведены на рисунке 3.26. Стрелками показано направление смещения осей для исправления неправильного зацепления. На зубе проводят чертилкой линию на расстоянии m (модуль) от вершины зуба, зубья колеса меньшего диаметра покрывают тонким слоем краски (берлинская лазурь или голландская сажа), передачу прокручивают на один оборот. Краска должна отпечататься на втором колесе на боковой поверхности зубьев на высоте не менее 60% высоты зуба. Пятна должны располагаться ближе к вершине зуба, не доходить до края зуба на 1,5…3,0 мм, а до верхней части — на 0,4…1,0 мм.
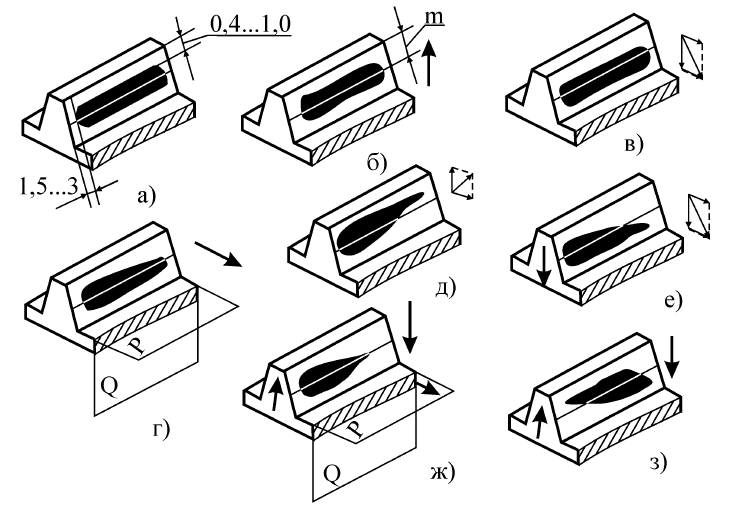
Рисунок 3.26 — Проверка прямозубого зубчатого зацепления с помощью краски: а) правильное зацепление; б) увеличенное расстояние между осями зубчатых колес; в) уменьшенное расстояние между осями зубчатых колес; г) непараллельное расположение осей зацепления в плоскости Р с правильным расстоянием между осями зубчатых колес; д) непараллельное расположение осей зацепления в плоскости Р при уменьшенном расстоянии между осями зубчатых колес; е) непараллельное расположение осей зацепления в плоскости Р при увеличенном расстоянии между осями зубчатых колес; ж) непараллельное расположение осей зацепления в плоскости Р и излом в плоскости Q при правильном межосевом расстоянии; з) излом осей зацепления в плоскости Р при правильном межосевом расстоянии и параллельном расположение в плоскости Р
Пятна контакта позволяют оценить и качество сборки цилиндрических зубчатых передач (рисунок 3.27).
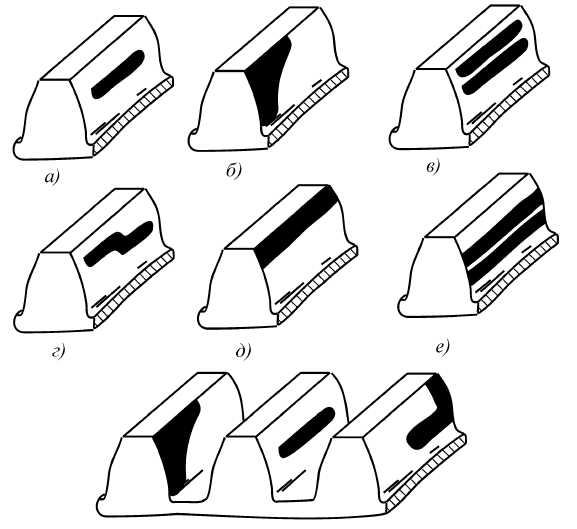
Рисунок 3.27 — Соответствие пятен контакта и качества сборки цилиндрических зубчатых передач: а) хорошее качество сборки; б) брак, перекос колёс; в) брак, увеличенный боковой зазор приводит к радиальным биениям и вибрации; г) брак, излом осей колёс; д) удовлетворительное качество сборки, увеличено межцентровое расстояние; е) брак, увеличенный радиальный зазор; ж) брак, радиальное и торцевое биения приводят к вибрации механизма
| < 3.5. Повреждения подшипников качения | Содержание | 4.1. Сборка и разборка шпоночных, шлицевых соединений > |
Пока нет комментариев