материал предоставил СИДОРОВ Александр Владимирович
Комплексная технико-экономическая оценка эффективности системы ТОиР [1] включает рассмотрение и сопоставление прямых и косвенных затрат (издержек), обусловленных ремонтным обслуживанием производства и состоянием оборудования.
Прямые затраты на ТОиР оборудования, в том числе на содержание РС, (ПЗ) являются возрастающей функцией интенсивности (объёма) ТОиР оборудования.
Издержки, обусловленные потерями производства, (ПП) являются суммой двух функций:
- потерь производства от простоя оборудования по причине выполнения плановых ТОиР, которые являются возрастающей функцией интенсивности (объёма) ТОиР оборудования;
- потерь производства от простоя оборудования по причине выполнения неплановых ремонтов (устранения аварийных отказов), которые являются убывающей функции интенсивности (объёма) ТОиР оборудования. Сюда же включаются потери производства, обусловленные снижением производительности оборудования и качества выпускаемой продукции (брак).
Кривая суммарных издержек имеет минимум (рисунок 17.1) – оптимум РС. Поиск оптимума РС является математической постановкой задачи формирования эффективной системы ТОиР оборудования.
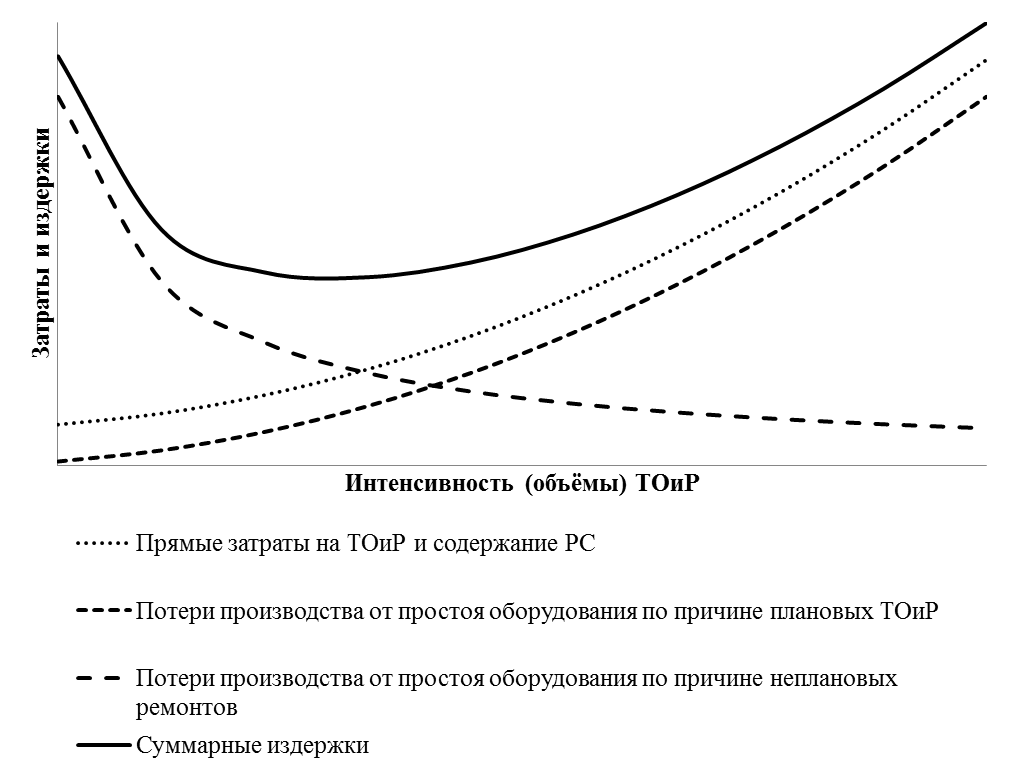
Рисунок 17.1 — Характерное поведение кривых затрат и издержек на ТОиР
В качестве технического показателя, характеризующего обеспечение работоспособности оборудования, используется расширенный показатель общей эффективности оборудования (Overall Equipment Effectiveness, OEE) [2].
Факторы ОЕЕ включают в себя три критерия эффективности:
- доступность (Availability, A);
- производительность (Performance, P);
- качество (Quality, Q).
OEE-анализ отталкивается от общего времени работы предприятия (Plant Operating Time, POT) и исследует его потери по трём основным категориям:
- потери на остановки (Down Time Loss, DTL);
- потери в скорости (производительности) (Speed Loss, SL);
- потери в качестве (Quality Loss, QL).
Критерий доступности анализирует потери на остановки (DTL), включающие в себя любые плановые и неплановые простои. Рабочее время, оставшееся после учёта простоев, называется операционным временем (Operating Time, OT):
OT = POT — DTL.
Расчёт критерия доступности:
A = OT / PPT.
Критерий производительности учитывает потери в скорости (SL), которые включают факторы, вызывающие снижение производительности оборудования. Расчёт критерия производительности:
P = ICT / (OT / TP) = (TP / OT) / IRR,
где ICT — идеальное время цикла (Ideal Cycle Time) – теоретическое минимальное время, необходимое для выпуска единицы продукции; IRR — идеальная норма производства (Ideal Run Rate) – теоретически максимальное количество продукции, производимое в единицу времени (величина, обратная ICT); TP — выпуск продукции (Total Pieces) – фактическое количество единиц продукции, выпущенное за операционное время OT.
Критерий качества учитывает потери в качестве (QL), которые включают в себя производство продукции, несоответствующей стандартам. Расчёт критерия качества:
Q = GP / TP,
где GP — выпуск годной продукции (Good Pieces) – фактическое количество единиц годной продукции, выпущенное за операционное время OT.
Расчёт OEE осуществляется следующим образом:
OEE = A × P × Q.
В качестве экономического показателя, характеризующего выполнение предприятием производственных задач, используется суммарная стоимость произведенной продукции (ССПП).
ССПП может быть выражена через ОЕЕ следующим образом:
ССПП = ∑ (ОЕЕ × РОТ × IRR × PRICE),
где PRICE — цена единицы продукции.
Соответственно ПП:
ПП = ∑ ([1 — ОЕЕ] × РОТ × IRR × PRICE).
Для комплексной технико-экономической оценки эффективности ремонтного обслуживания производства предлагается использовать показатель относительных издержек на ТОиР (ОИТОиР), экономический смысл которого заключается в установлении доли издержек на ТОиР оборудования на единицу стоимости продукции:
ОИТОиР = (ПЗ + ПП) / ССПП = ПЗ / ССПП + ∑ ([1 — ОЕЕ] / ОЕЕ).
При этом первое слагаемое в формуле учитывает прямые затраты на выполнение работ по ТОиР и содержание РС, а второе – характеризует издержки, обусловленные потерями производства (времени, производительности, качества). Минимизация ОИТОиР формулирует направление совершенствования системы ТОиР и свидетельствует о повышении эффективности ремонтного обслуживания производства.
Пока нет комментариев