Механическое оборудование: техническое обслуживание и ремонт / В.И. Бобровицкий, В.А. Сидоров. — Донецк: Юго-Восток, 2011. — 238 с.
Класс металлургических машин имеет отличия в конструкции, процессах эксплуатации и технического обслуживания.
Конструктивные особенности:
- значительная мощность привода (1000…2000 кВт);
- большие габариты, отсутствие габаритных ограничений;
- значительные массы вращающихся и корпусных деталей;
- реализация в основном вращательного движения рабочего органа в широком диапазоне скоростей;
- преобладание низкоскоростных машин.
Эксплуатационные особенности:
- работа в условиях запылённости и высоких температур;
- работа в режиме холостого хода и под нагрузкой;
- наличие значительных динамических нагрузок, близких к ударным;
- нестабильность рабочих нагрузок.
Особенности технического обслуживания:
- наличие разветвлённых, значительных по объёму систем жизнеобеспечения (система смазывания, система охлаждения, система вентиляции);
- необходимость постоянного контроля технического состояния и поддержания работоспособного состояния ремонтной службой;
- значительные потери при аварийных остановках оборудования;
- технологические особенности ремонта крупногабаритного оборудования;
- значительное влияние качества технического обслуживания на техническое состояние машин.
Основное требование к металлургическим машинам — обеспечение проектной производительности при заданном уровне безотказности. Поддержание работоспособности машин — основная задача ремонтных служб металлургических предприятий. Главное требование — проведение ремонтов во время плановых остановок оборудования. Аварийные простои приводят к значительным потерям средств из-за срыва сроков поставок продукции, большей длительности ремонта ввиду отсутствия заранее подготовленных материальных и трудовых ресурсов, невозможности полной остановки всех взаимосвязанных металлургических агрегатов.
Последовательность выполнения ремонтных работ:
- Обнаружение симптомов неисправности.
- Установление причины, вида повреждения.
- Принятие решения о выполнении ремонтных работ.
- Подготовка материальных ресурсов (запасных деталей, материалов).
- Подготовка трудовых ресурсов.
- Остановка оборудования и подготовка к ремонту.
- Выполнение операций по замене узлов оборудования.
- Регулировка и настройка машины.
- Пробные запуски на холостом и рабочем ходу.
В случае плановой остановки — длительность ремонта соответствует длительности четырёх последних пунктов, при аварийной остановке — девяти подготовительных и основных операций. Установление причины отказа может занимать значительное время.
Практически для воздействия на работоспособность механизма могут быть использованы следующие виды ремонтных воздействий:
- регулировка, настройка механизма;
- затяжка резьбовых соединений;
- смазывание узлов и деталей;
- замена быстроизнашиваемых деталей;
- восстановление или замена корпусных деталей.
Известно, что процесс изнашивания деталей машин при эксплуатации имеет три этапа (рисунок 1.2).
- Приработка (I), при которой темп изнашивания повышен в результате истирания начальных неровностей или вследствие перекоса поверхностей сопряженных деталей.
- Установившийся износ (II), когда происходит естественное изменение форм и размеров деталей в процессе работы машины.
- Катастрофический износ (III), характеризуемый резким нарастанием интенсивности износа ввиду недопустимых изменений в сопряженных деталях. В этот период происходит отказ узла.
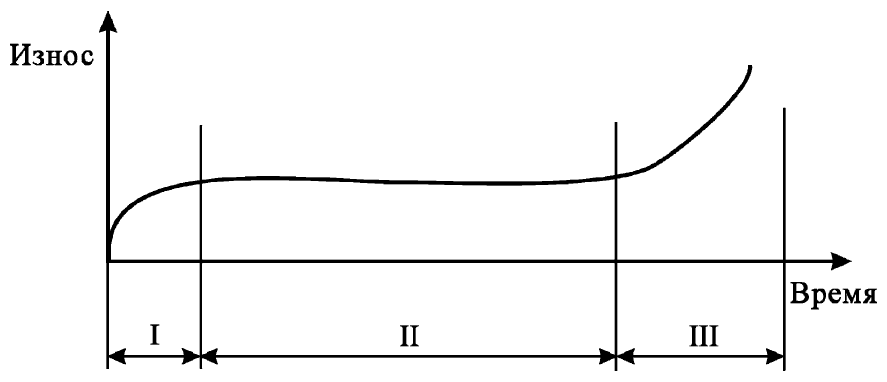
Рисунок 1.2 — Процесс изнашивания деталей
Правильный выбор вида ремонтного воздействия и своевременность проведения обеспечивают не только надёжность оборудования, но и влияют на экономические показатели работы ремонтной службы и предприятия в целом. Эффективность влияния ремонтных воздействий имеет временные ограничения по мере исчерпания ресурса механизма и изменения технического состояния деталей.
Регулировка — операция, характерная для заключительной стадии монтажа и начальной стадии эксплуатации. Наибольшее распространение имеют центрирование валов и регулировка осевого зазора. Правильная регулировка механизма — основа длительной эксплуатации.
Смазка — наиболее ответственная операция, обеспечивающая возможность функционирования механизма. Качественная и своевременная подача смазки позволяет продлить ресурс машины даже при значительных дефектах элементов. Подача смазки необходима на всех этапах, однако особая эффективность отмечается на этапе длительной эксплуатации.
Затяжка резьбовых соединений — воздействие, которое позволяет избежать значительных динамических нагрузок, возникающих при раскрытии стыка соединяемых деталей. Данная операция входит в перечень работ, постоянно выполняемых ремонтной службой. Наибольшая эффективность этого воздействия соответствует начальному периоду (I) и периоду постепенного изнашивания (II) деталей.
Замена быстроизнашиваемых деталей проводится для предупреждения их возможной поломки и предотвращения аварийной ситуации и должна, преимущественно, выполняться в начале III периода.
Восстановление корпусных деталей — вынужденное ремонтное воздействие, связанное с нарушением условий нормальной работы механизма или поломкой узлов и деталей. Область применения определяется временной зоной до и после разрушения узла.
Каждому из описанных периодов жизненного цикла элементов машин (рисунок 1.2) соответствуют наиболее рациональные виды ремонтных воздействий с позиции их влияния на техническое состояние. Трудность в практическом применении этого заключения в том, что индивидуальность характеристик элементов приводит к тому, что одновременно установленные детали находятся на различных стадиях жизненного цикла. Определение периода эксплуатации возможно при техническом диагностировании.
Затраты на выполнение ремонтных воздействий имеют примерно равные значения для регулировки механизма, затяжки, смазки; увеличиваются при замене быстроизнашиваемых деталей; значительно возрастают при восстановлении или замене корпусных деталей. Именно износ посадочных мест приводит к снижению эффективности ремонтных воздействий. Ликвидация последствий изнашивания одновременно с заменой изношенных деталей имеют наиболее реальную возможность продлить срок эксплуатации оборудования. При этом наблюдается следующая закономерность: чем раньше обнаружено повреждение, тем меньше средств требуется для ликвидации.
Исходя из этой предпосылки, обнаружение повреждений механизма определяется как один из видов ремонтных воздействий, влияющий опосредованно на работоспособность механизма. Выполнение этой ремонтной операции проводится:
- по внешним симптомам, замеченным технологическим и дежурным персоналом;
- при проведении ревизий и осмотров оборудования ремонтным персоналом;
- при использовании безразборных методов технического диагностирования.
Эффективность данных способов определяется степенью использования информации ремонтными службами. Позднее предупреждение о неисправности может привести к аварийному простою. Перечисленные способы обнаружения неисправностей различаются степенью упреждения отказа.
Внешние симптомы зачастую проявляются непосредственно перед отказом; использование визуального осмотра позволяет сделать упреждающие выводы о возможных неисправностях; диагностирование оборудования позволяет определить моменты зарождения дефектов и, проследив тенденции развития, выполнить прогнозирование сроков отказов на более длительный период. Предложенные методы опираются на определенную модель поведения механизма с различной степенью упрощения.
Наблюдение за внешними признаками базируется на тезисе о низком уровне шума и вибрации нормально работающей машины. Определение видов изнашивания при визуальном осмотре позволяет предположить последовательность их развития. Диагностическая виброметрия, наиболее развитая в настоящее время, позволяет обнаружить повреждения на ранней стадии.
| < 1.2. Стратегии технического обслуживания | Содержание | 1.4. Причины физического старения машин > |
Шум и вибрация при работе, вращающихся узлов, деталей, и первое на что обращаем внимание в процессе эксплуатации.
Да, конечно если подшипник разлетелся, боюсь выход из строя агрегата неизбежен. Если нет дублирующих узлов.
Неразрушающий контроль. Учите матчасть.