Механическое оборудование: техническое обслуживание и ремонт / В.И. Бобровицкий, В.А. Сидоров. — Донецк: Юго-Восток, 2011. — 238 с.
Появление первых машин поставило задачу контроля их технического состояния для определения рациональных сроков и видов ремонтных воздействий. В чёрной металлургии эта задача первоначально решалась путём контроля температуры, наблюдением за изменением вибрации и анализа шумов механизмов. В основном использовались органолептические методы. Осуществлялся контроль специалистами высокой квалификации, оснащёнными простейшими приспособлениями и многолетним практическим опытом. В дальнейшем, при внедрении системы планово-предупредительных ремонтов (ППР) [3], этот опыт был использован для составления правил технической эксплуатации. Такое тиражирование сказалось на качестве операций по наблюдению за техническим состоянием. Система ППР ориентировала ремонтные службы на поддержание безаварийной работы оборудования путём принудительной замены узлов в среднестатистические сроки. Часто это не приводило к желаемым результатам и увеличивало затраты на содержание оборудования.
Исследования надёжности работы металлургического оборудования [4, 5], проведенные в 70-х…80-х годах, показали значительный разброс в сроках службы однотипных элементов. Это потребовало определения фактического состояния конкретного узла безразборными методами технической диагностики для эффективного управления надёжностью оборудования на этапе эксплуатации.
В 90-х годах становится очевидной необходимость перехода на техническое обслуживание металлургического оборудования по фактическому состоянию, что сулит значительную экономию средств, затрачиваемых на обеспечение работоспособного состояния оборудования. Основой должно являться определение фактического состояния оборудования методами технической диагностики. Опыт применения средств технической диагностики на отдельных металлургических предприятиях показал высокую экономическую эффективность.
Существуют следующие стратегии технического обслуживания и ремонта, имеющие свои достоинства и недостатки:
- Стратегия ремонтов после отказа применяется в случае использования многочисленных недорогих машин с дублированием каждого ответственного участка технологического процесса. Механическое оборудование эксплуатируется до выхода из работоспособного состояния — до отказа. Затраты на техническое обслуживание в этом случае минимальны. Возникающие отказы непредсказуемы и приводят к существенным затратам по их ликвидации.
Данная стратегия используется по отношению к недорогому вспомогательному оборудованию, имеющему резервирование. В этом случае замена механизма дешевле, чем затраты на его ремонт и обслуживание. При отсутствии резервирования производственный процесс на время ремонта приходится останавливать. Часто при эксплуатации оборудования до выхода из строя проводятся периодические измерения вибрационного состояния машины. Это позволяет рационально выбирать время ремонта и своевременно обеспечить подготовку к ремонту. - Стратегия планово-предупредительных ремонтов должна обеспечивать безотказную работу оборудования путём принудительной замены узлов и деталей в сроки, устанавливаемые на основе статистического анализа отказов (рисунок 1.1). Установленное среднее значение норматива заранее предполагает аварийные отказы одних деталей и замену других, не отработавших свой ресурс. Следовательно, данная стратегия не исключает возможность возникновения аварийных отказов.
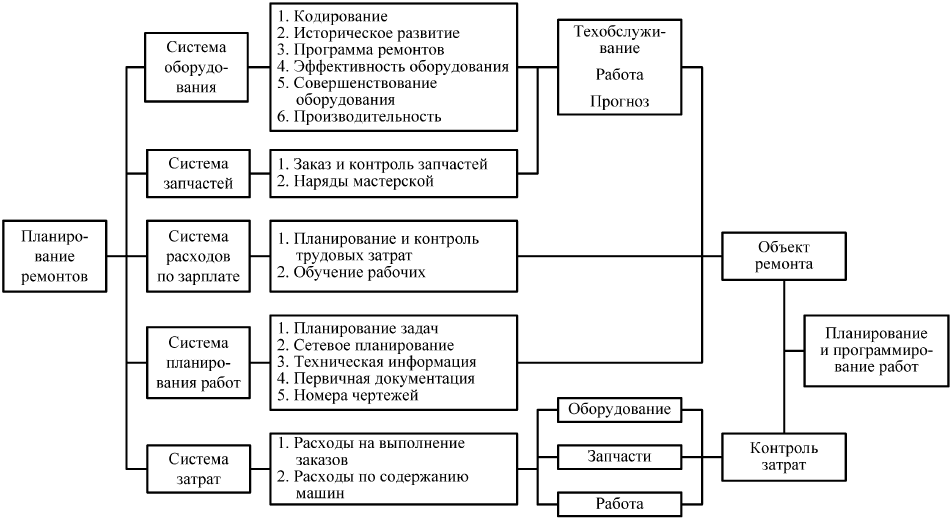
Рисунок 1.1 — Система планово-предупредительного ремонта
Фактически оказывается, что не менее 50% регламентных ремонтных воздействий выполняются без особой необходимости. В некоторых случаях безотказность работы оборудования после технического обслуживания или ремонта снижается, иногда временно, до момента окончания процесса приработки, а иногда постоянно. Снижение показателей надёжности обусловлено появлением отсутствовавших до обслуживания дефектов монтажа. Возникновение около 70% отказов вызвано принудительным обслуживанием машин и оборудования.
- Стратегия ремонтов по состоянию. По этой стратегии обслуживания состояние машин и механизмов контролируется периодически или в зависимости от результатов диагноза и прогноза технического состояния. Ремонт проводится в оптимальные сроки, в необходимом объёме. Основой для этого служит знание фактического состояния механизма. Это позволяет минимизировать объём ремонтов и обеспечить безаварийную работу. Эффективность применения стратегии может быть эквивалентна стоимости 30% общего парка машин.На основании информации о техническом состоянии решаются задачи:
- определение сроков и объёмов ремонта;
- выявление механизма с наихудшими параметрами, требующего немедленной замены;
- оценка качества проведенного ремонта;
- оценка состояния и качества монтажа нового оборудования.
Эффективность решения этих задач обеспечивается за счёт ремонта наиболее изношенного оборудования, ликвидации ошибок монтажа и контроля состояния оборудования, вступающего в эксплуатацию после ремонта.
Виды стратегий технического обслуживания и ремонта подразделяют на две группы: пассивные и активные (таблица 1.1).
Таблица 1.1 — Сравнительная характеристика стратегий технического обслуживания
| Наименование | Сущность | Достоинства | Недостатки |
|---|---|---|---|
| Пассивные | |||
| Ремонт после отказа | Механическое оборудование эксплуатируется до выхода из работоспособного состояния — до отказа. | Минимальные затраты на техническое обслуживание. | Непредсказуемость возникающих отказов. Значительные затраты по ликвидации последствий отказов. |
| Ремонт по состоянию | Техническое обслуживание и ремонт проводятся в зависимости от фактического состояния машин и механизмов. | Ремонт проводится в оптимальные сроки, в необходимом объёме. | Возможность одновременного отказа нескольких механизмов. Необходимость в ремонтных работах может превысить возможности ремонтной службы. |
| Активные | |||
| Планово-предупредительные ремонты | Принудительная замена узлов и деталей в сроки, устанавливаемые на основе статистического анализа отказов. | Повышение безотказности работы оборудования. | Значительные затраты на техническое обслуживание и ремонты. Замена работоспособных элементов. |
| Активная стратегия ремонтных воздействий | Выявление и устранение отклонений и неисправностей в работе механизмов. | Снижение объёмов ремонтов и увеличение срока службы оборудования. | |
Пассивные стратегии в той или иной форме отвечают на изменение технического состояния. Соответственно — это ремонт после отказа либо ремонт по состоянию, когда оборудование достигнет предела своего возможного использования. В этом случае имеется возможность одновременного отказа нескольких механизмов, тогда необходимость в ремонтных работах превысит возможности ремонтной службы, что может привести к остановке технологического процесса.
Активные стратегии влияют на состояние оборудования до возникновения необходимости ремонта путём предупредительной замены узлов и деталей либо устранением отклонений и неисправностей в работе механизмов (активная стратегия ремонтных воздействий). Принудительная замена деталей не всегда экономически оправдана, однако повышает безотказность работы оборудования. Проблематичным, в данном случае, является выбор рациональных сроков и объёмов заменяемых деталей. Если техническое состояние оборудования известно, появляется возможность снизить объёмы ремонтов и увеличить срок службы оборудования. Это осуществляется путём выявления и устранения дефектов и повреждений, приводящих к снижению ресурса.
| < 1.1. Основные термины и определения | Содержание | 1.3. Виды и особенности ремонтных воздействий > |
Пока нет комментариев