материал предоставил СИДОРОВ Александр Владимирович
1.1. Система технического обслуживания и ремонтов оборудования предприятия
Под системой ТОиР подразумевается совокупность взаимосвязанных средств, документации и исполнителей, необходимых для поддержания и восстановления качества изделий, входящих в эту систему [1].
В качестве целей системы ТОиР определены следующие [2]:
- поддержание оборудования в работоспособном состоянии в течение всего срока эксплуатации;
- обеспечение надёжной работы оборудования;
- обеспечение производительности и качества выпускаемой продукции;
- выполнение требований по охране труда и защите окружающей природной среды.
Организация системы ТОиР предприятия осуществляется на основе принятия (явным образом или в соответствии со сложившейся практикой) решений по следующим фундаментальным вопросам (рисунок 1.1):
- выбор стратегии ТОиР оборудования;
- определение способа организации ремонтного обслуживания производства;
- разработка критериев оценки эффективности ремонтного обслуживания производства.
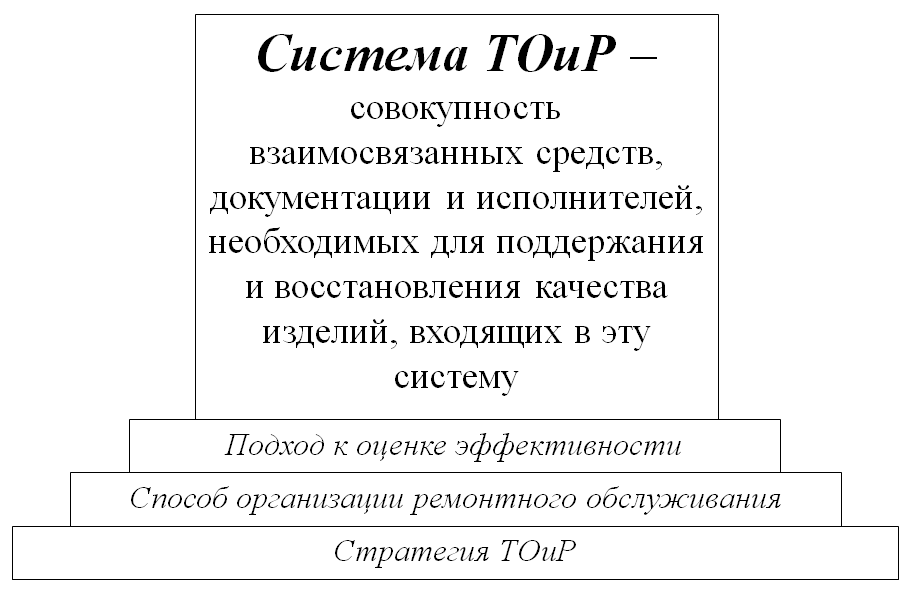
Рисунок 1.1 — Фундаментальные вопросы при организации системы ТОиР
1.2. Стратегии технического обслуживания и ремонтов оборудования
Под стратегией ТОиР подразумевается обобщающая модель действий, необходимых для достижения поставленных целей путём координации и распределения соответствующих ресурсов предприятия [3]. По существу, стратегия ТОиР есть набор правил для принятия решений, которыми ремонтная служба (РС) предприятия руководствуется в своей деятельности по обеспечению работоспособности оборудования.
Краткая характеристика основных стратегий ТОиР приведена в таблице 1.1 [4].
Таблица 1.1 — Краткая характеристика основных стратегий ТОиР
| Модель информационного обеспечения | Характер осуществляемых мероприятий | |
|---|---|---|
| РЕАКТИВНЫЕ | ПРЕВЕНТИВНЫЕ | |
| СТОХАСТИЧЕСКАЯ МОДЕЛЬ (на основе вероятностных, статистических показателей) |
I. Эксплуатация до отказа:* максимальное использование ресурса оборудования; + минимальные затраты на содержание РС; – отказы и затраты по ликвидации аварий велики и непредсказуемы. |
II. Планово-предупредительные ремонты (ППР):* фиксированная вероятность аварийных отказов; + наилучшее условия для планирования ТОиР; – значительные затраты на ТОиР из-за замены работоспособных узлов и деталей. |
| ДЕТЕРМИНИРОВАННАЯ МОДЕЛЬ (на основе сведений о фактическом техническом состоянии (ТС) оборудования) |
III. По ТС:* информационное обеспечение процесса принятия решений о ТОиР; + близкое к полному использование ресурса оборудования; – низкая эффективность при долгосрочном планировании ресурсов; |
IV. Проактивная:* активное упреждающее воздействие на ТС оборудования; + увеличение срока службы оборудования; + рациональный выбор времени, видов и объёмов ТОиР; |
| + минимальная вероятность аварийных отказов; – высокие требования к культуре труда и квалификации персонала. |
||
Под реактивными подразумеваются стратегии ТОиР, необходимость ремонтных воздействий в которых обуславливается наступлением некоторого критического в рамках этой стратегии события (отказа, достижения предельных величин регламентируемых параметров). Превентивные стратегии ТОиР направлены на предупреждение возникновения критического события и характеризуются возможностью осуществления предварительного планирования и подготовки ТОиР (заказ ремонтных бригад, материально-технического обеспечения) в противоположность реактивным стратегиям, когда необходимость проведения ТОиР, а, соответственно, и обеспечение их подготовки, до наступления критического события непредсказуемы.
Исторически первой (как наименее требовательная к уровню организации и культуры труда) сложилась стратегия эксплуатации до отказа, которая подразумевает осуществление операций по ТОиР оборудования по достижению критического состояния, которое, как правило, характеризуется невозможностью выполнения заданных функций, то есть утратой работоспособности. К основным достоинствам данной стратегии ТОиР следует отнести наибольшую длительность межремонтного периода, соответствующую сроку службы оборудования, и минимальные затраты на содержание ремонтной службы, доминирующей функцией которой в этом случае становится восстановление работоспособности оборудования после выхода его из строя. С другой стороны, отсутствие возможности планирования ресурсов (финансовых, временных, рабочей силы и прочих), необходимых для выполнения ТОиР, приводит к значительному увеличению продолжительности последних и к повышенным издержкам на ликвидацию аварий, в том числе к потерям производства. Создание складских запасов товарно-материальных ценностей, как правило, не является удовлетворительным решением, поскольку влечёт за собой снижение ликвидности предприятия. Объём таких запасов в ряде случаев (особенно в отраслях, где используется уникальное единичное оборудование) превышает экономически обоснованные пределы. Несмотря на указанные недостатки, в случае недорого резервируемого, а также типового оборудования, отказ которого не оказывает критического влияния на технологический процесс, не представляет опасность для окружающей среды, здоровья и жизни человека, данная стратегия успешно применяется и поныне.
В первой половине ХХ века с ростом серийности производства и повышением производительности промышленных предприятий потери в результате отказов оборудования приобрели критическое значение. На смену стратегии эксплуатации до отказа пришла стратегия ППР или ремонтов по регламенту, подразумевающая превентивные ТОиР на основании статистических сведений о сроке службы оборудования. Снижение количества аварийных отказов относится к основным достоинствам данной стратегии, хотя вероятность их возникновения не исключается полностью, а фиксируется в задаваемых пределах. Стратегия ППР обеспечивает наилучшие условия для планирования ресурсов, «однако основной недостаток ППР перевешивает все его достоинства, он заключается в проведении ремонтов фактически исправного оборудования, а также принудительной замене деталей независимо от их остаточного ресурса (в сложном оборудовании разница ресурсов отдельных деталей может достигать 500%). Все это приводит к неоправданному росту эксплуатационных затрат. В недостатки ППР также нужно отнести снижение остаточного ресурса оборудования и увеличение вероятности отказа при вводе в работу после ремонта» [5]. Данная стратегия обеспечила наилучшую интеграцию в рамках плановой экономики и позволила устранить ряд недостатков исторически сложившейся ранее стратегии эксплуатации до отказа. Более полное использование ресурса оборудования достигалось за счёт снижения вероятности повреждения деталей с потенциально большим ресурсом, что могло иметь место при выходе из строя элементов, определявших срок службы оборудования в целом при эксплуатации до отказа. В настоящее время стратегия ППР продолжает использоваться на многих предприятиях, в первую очередь, для ответственного оборудования и оборудования, выход которого из строя может представлять опасность для окружающей среды, здоровья и жизни человека. В остальных случаях стратегия ППР применяется зачастую только декларативно, что обусловлено возросшими требованиями к эффективности системы ТОиР предприятия в условиях рыночной экономики.
На границе 70-80-ых годов ХХ века в ремонтном обслуживании производства нашла применение мобильная и переносная виброизмерительная аппаратура, позволяющая осуществлять вибромониторинг оборудования на основе частотного анализа. В то же время происходило ускоренное развитие теории надёжности и исследований в области эксплуатационных свойств оборудования. Всё это предопределило возникновение новой научно-прикладной области знаний — технической диагностики, достижения которой были использованы как основание для реализации стратегии ТОиР по ТС [6]. В первую очередь, стратегия ТОиР по ТС направлена на устранение недостатков истрически предшествовавшей ей стратегии ППР, а именно на снижение количества необоснованных ремонтных воздействий с целью максимального использования ресурса оборудования. При применении данной стратегии за счёт мониторинга ТС вероятность аварийных отказов оборудования сводится к возможному минимуму. Девиз данной стратегии звучит так: «Оборудование должно быть остановлено на ремонт за мгновение до предполагаемого выхода из строя». Уменьшение затрат на ТОиР оборудования, минимизация количества неплановых отказов, снижение числа плановых простоев, обусловленных монтажно-сборочными операциями, — неоспоримые преимущества, которые сопровождают внедрение стратегии ТОиР по ТС. Стратегия ТОиР по ТС выдвинула новые требования к уровню культуры труда. В рамках ремонтных служб и контролирующих органов выделяются подразделения технической диагностики, увеличивается значение личного профессионализма, квалификации и опыта рабочих, руководителей и специалистов. С другой стороны, поскольку регламентация ТОиР обуславливается стохастическим фактором – фактическим ТС оборудования — снижается эффективность долгосрочного планирования ресурсов (ориентировочный срок предупреждения отказов, а значит и планирования проведения ТОиР в случае использования средств технической диагностики преимущественно не превышает двух-трёх месяцев).
С целью обеспечения высоких показателей работоспособности оборудования промышленных предприятий в последнее время всё большую популярность приобретает проактивная стратегия ТОиР. Анализ, проведенный в работе [4], позволяет определить проактивную стратегию ТОиР как наиболее эффективную и целесообразную для внедрения в современных экономических условиях. Проактивная стратегия объединяет в себе достоинства превентивных ремонтных воздействий системы ППР и информационное обеспечение процесса принятия решений, характерное для ТОиР по ТС оборудования.
1.3. Проактивная стратегия технического обслуживания и ремонтов оборудования
Сущность проактивной стратегии ТОиР оборудования заключается в выполнении необходимых ремонтных воздействий, направленных на снижение скорости развития или устранение неисправностей, которые выявлены на основе сведений о фактическом ТС оборудования.
Теоретические основы проактивной стратегии ТОиР оборудования постулируют, что изначально все виды неисправностей присутствуют в зачаточном или явном виде во всех пускаемых в эксплуатацию машинах. Различные факторы, сопровождающие эксплуатацию (проектные и непроектные нагрузки, воздействие факторов окружающей среды и близлежащего оборудования, условия эксплуатации, проведения ТОиР и прочие), в той или иной мере приводят к развитию различных видов неисправностей. Определяющее воздействие совокупности факторов вызывает ускоренное развитие одной или нескольких неисправностей, которые становятся детерминирующими по отношению к работоспособности машины. Выбирая ремонтные воздействия таким образом, чтобы уменьшить влияние определяющих факторов, можно снизить скорость развития неисправностей, поддерживая работоспособное состояние машины. Рациональный выбор и качественная реализация этих и только этих ремонтных воздействий является задачей РС. [4]
Проактивная стратегия ТОиР (рисунок 1.2) базируется на оценке ТС оборудования, которая может осуществляться следующими методами:
- мониторинг технологических параметров;
- визуальный осмотр;
- контроль температуры;
- акустическая и вибрационная диагностика;
- обследование с применением методов неразрушающего контроля (магнитного, электрического, вихретокового, радиоволнового, теплового, оптического, радиационного, ультразвукового, контроля проникающими веществами).
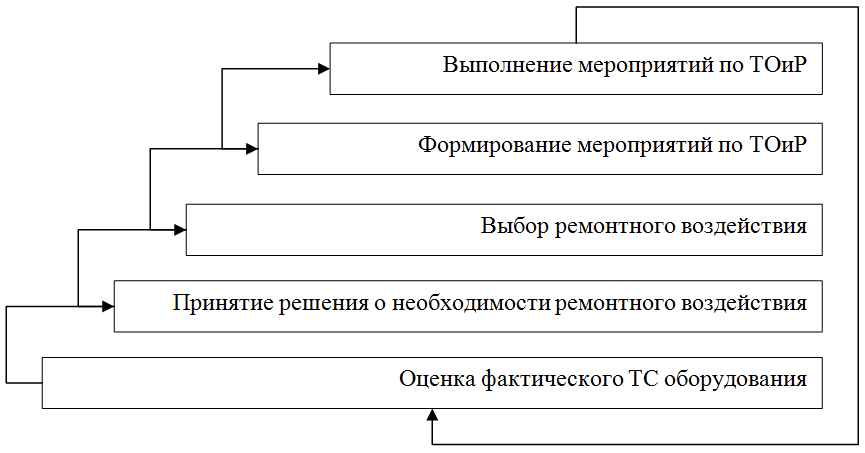
Рисунок 1.2 — Ремонтное обслуживание оборудования в рамках проактивной стратегии ТОиР
Основанием для принятия решения о необходимости выполнения ремонтного воздействия является ситуация, когда ТС одного элемента (детали, узла, механизма) оборудования приводит к ухудшению ТС смежных (пространственно и/или функционально) элементов.
Перечень возможных ремонтных воздействий:
- уход за оборудованием (уборка, очистка, противокоррозионная обработка);
- регулировка, настройка, наладка (центровка, балансировка);
- обеспечение соединений (восстановление целостности сварных швов, затяжка резьбовых соединений);
- смазывание поверхностей трения;
- замена быстроизнашивающихся деталей;
- восстановление или замена базовых деталей, в том числе корпусных.
Ремонтные воздействия осуществляются в рамках следующих групп мероприятий по ТОиР оборудования:
- Профилактическое техническое обслуживание — комплекс мероприятий, проводимых периодически, которые направлены на предупреждение или снижение скорости развития дефектов путём обеспечения проектных условий взаимодействия узлов оборудования (очистка от технологических отходов, продуктов износа, коррозии, осадков, отложений и прочие; удаление пыли, грязи, масла, шлака, окалины, просыпи сырья, мусора и прочие; доливка, дозаправка рабочих жидкостей, досыпка, замена расходных материалов; замена или восстановление сменного оборудования и другие).
- Корректирующее техническое обслуживание — комплекс мероприятий, проводимых по необходимости, которые направлены на предупреждение или снижение скорости развития дефектов путём обеспечения проектных условий взаимодействия узлов оборудования (регулировка и наладка оборудования, в том числе центровка, балансировка; восстановление соединений деталей, обеспечение целостности металлоконструкций и трубопроводов; восстановление покрытий, окраски и другие).
- Прогностическое техническое обслуживание — комплекс мероприятий, направленных на установление фактического ТС оборудования с целью прогнозирования его изменения в процессе дальнейшей эксплуатации и выявления наиболее целесообразного момента применения и требуемых видов ремонтных воздействий (измерение технических и технологических параметров, отбор проб; контроль, испытание, проверка режимов работы оборудования; контроль ТС оборудования, в том числе методами технической диагностики; дефектоскопия методами неразрушающего контроля; технический осмотр оборудования, освидетельствование, обследование, ревизия и другие).
- Текущий ремонт — комплекс мероприятий, направленных на обеспечение работоспособности оборудования путём замены или восстановления отдельных его узлов, не являющихся базовыми, кроме сменного оборудования.
- Капитальный ремонт — комплекс мероприятий, направленных на обеспечение работоспособности оборудования путём замены или восстановления базовых его узлов и деталей.
Выбор проактивной стратегии ТОиР позволяет обеспечить:
- увеличение срока службы оборудования за счёт снижения скорости развития или устранения зарождающихся неисправностей на начальной стадии их возникновения;
- исключение вторичных повреждений элементов оборудования, вызванных выходом из строя смежных (пространственно и/или функционально) элементов;
- обоснование и выполнение только необходимых ремонтных воздействий, что уменьшает затраты и нагрузку на РС, а также снижает вероятность возникновения отказов, вызванных ошибками монтажа и вмешательством в функционирование работоспособного оборудования;
- сокращение затрат на ремонтное обслуживание производства, обусловленное изменением структуры ТОиР в пользу увеличения количества недорогостоящих профилактических воздействий вместо затратных ремонтных операций (замена, восстановление);
- рациональный выбор времени, видов и объёмов ТОиР вследствие ранних сроков предупреждения возникновения неисправностей при использовании методов и средств технической диагностики и неразрушающего контроля;
- снижение вероятности аварийных отказов, обусловленных неудовлетворительным ТС оборудования;
- повышение коэффициента готовности оборудования, что обеспечивает возможность увеличения объёмов производства и снижения себестоимости продукции;
- формирование доверия к производителю со стороны потребителя за счёт своевременного выполнения договорных обязательств и улучшения качества продукции как комплексный результат повышения культуры труда.
1.4. Способы организации ремонтного обслуживания производства
Способ организации ремонтного обслуживания производства обусловливает структуру РС предприятия, что оказывает непосредственное влияние на эффективность системы ТОиР в целом.
Классические способы организации РС [7] характеризуются диапазоном форм от децентрализованной к централизованной, которые отличаются степенью концентрации управления силами и средствами в рамках единой специализированной структуры на предприятии (рисунок 1.3).
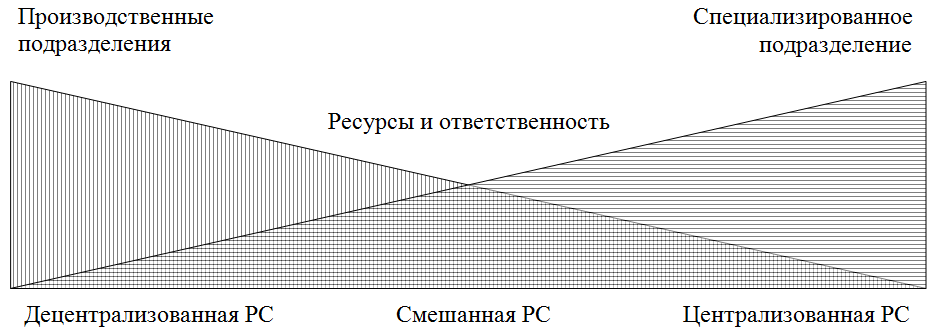
Рисунок 1.3 — Классические способы организации ремонтного обслуживания производства
Способ организации ремонтного обслуживания, характеризующийся распределением сил и средств РС между производственными подразделениями предприятия, называется децентрализованным.
Централизованная организация РС подразумевает наличие специализированной структуры в составе предприятия, на которую возложен весь объём функций по ТОиР оборудования производственных и вспомогательных подразделений, а также несущей всю полноту ответственности за обеспечение работоспособности оборудования.
Способ построения РС на основе широкого диапазона промежуточных форм, отличающихся различной степенью централизации, называется смешанным.
Наиболее распространёнными на отечественных предприятиях являются смешанные формы организации РС, в то время как зарубежная практика свидетельствует о высокой эффективности централизованных форм ТОиР оборудования [4], в том числе построения системы ТОиР на основе альтернативных способов организации РС.
Альтернативные способы организации ремонтного обслуживания производства (рисунок 1.4) подразумевают привлечение внешних ресурсов (сил и средств) для обеспечения и выполнения ТОиР оборудования предприятия. В зависимости от степени использования ресурсов внешних предприятий и передачи им соответствующей ответственности за обеспечение работоспособности оборудования различают подрядный и сервисный способы выполнения работ по ТОиР.
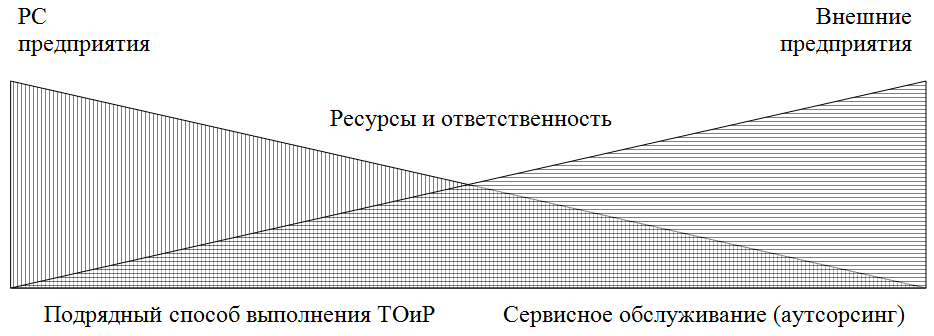
Рисунок 1.4 — Альтернативные способы организации ремонтного обслуживания производства
Для обеспечения требуемого уровня результативности системы ТОиР оборудования распространено совместное использование классических и альтернативных способов организации ремонтного обслуживания производства на предприятии.
1.5. Критерии оценки эффективности ремонтного обслуживания производства
Оценка эффективности ремонтного обслуживания производства выполняется на основании критериев, принятых на предприятии. Действенная система критериев позволяет осуществлять анализ не только фактической результативности имеющейся системы ТОиР, но и оперативно выявлять её недостатки, определять пути дальнейшего совершенствования и развития.
Различают технические и экономические подходы к оценке эффективности РС предприятия. Технические подходы [8] отличаются преимущественной направленностью на оценку критериев, характеризующих работоспособность оборудования, возможность его использования для реализации заданного технологического процесса. Экономические подходы [9] позволяют выполнять оценку результативности РС путём сопоставления затрат на ТОиР и потерь производства, обусловленных ТС оборудования.
В настоящее время вопрос обобщённой технико-экономической оценки эффективности ремонтного обслуживания производства, которая бы позволяла выполнять комплексный анализ результативности системы ТОиР оборудования, следует отнести к разряду проработанных недостаточно, что оставляет предприятиям простор для выработки собственных подходов к его решению. Указанное, например, предпринято в работах [10, 11].
Необходимо отдельно обратить внимание на распространённую ошибку. Для оценки эффективности системы ТОиР недопустимо использование критериев, характеризующих деятельность, осуществляемую РС (объёмы выполняемых работ: в количественных, временных, натуральных, стоимостных и прочих подобных показателях). Интенсивность выполнения ремонтных работ зачастую не свидетельствует о достижении основной цели ремонтного обслуживания производства – обеспечения работоспособности оборудования. Оценка эффективности системы должна выполняться на основании внешних, а не внутренних показателей её работы.
Только действенная методика оценки эффективности ремонтного обслуживания производства позволяет качественно выполнить анализ системы ТОиР, результативности деятельности РС, обеспечить информационное сопровождение процесса принятия решений.
1.6. Аварийность
Аварии промышленного оборудования приводят к прерыванию технологического процесса, что сопровождается неминуемыми материальными потерями, а также может являться причиной техногенных катастроф и гибели людей. Обеспечение работоспособности оборудования с переходом от устранения следствий аварий к предупреждению их причин является основной задачей РС предприятия.
Для оценки аварийности оборудования могут быть выбраны эксплуатационные (суммарное время простоев) или экономические (потери производства, стоимость ликвидации аварий) показатели. При этом в общем случае для предприятия целесообразно оценивать не абсолютные величины, а скорее динамику изменения выбранных параметров во времени.
С другой стороны интерес может представлять сравнительный анализ взвешенных показателей аварийности (предположим, суммы потерь производства и стоимости ликвидации аварий за некоторый референтный период, отнесённой к сумме затрат на ТОиР оборудования) предприятий отрасли для выявления наиболее эффективных форм организации и методов совершенствования РС.
Оценка показателей аварийности может быть успешно использована как индикатор эффективности мероприятий по реформированию РС, для оценки внедряемых технических и организационных решений. На основе сравнения экономических потерь от аварий и средств, выделяемых на финансирование РС, могут быть установлены их оптимальные объёмы. То же справедливо и для оценки численности ремонтного персонала.
Положения и системы, определяющие порядок расследования аварий на промышленных предприятиях, как правило, разрабатываются на основании «Порядка расследования и учёта несчастных случаев, профзаболеваний и аварий на производстве», утверждённого постановлением Кабинета министров Украины №1112 от 25.08.2004г. Однако часто нерешённой остаётся главная задача. Речь идёт о полноценном и эффективном использовании полученной в ходе расследования информации, причём не столько для устранения, сколько для предотвращения последующих аварий на том же или однотипном оборудовании.
Расследование аварии подразумевает поэтапное решение следующей последовательности задач:
- Сбор фактической информации о происшествии и оперативных действиях персонала, визуальный осмотр места и объекта аварии.
- Изучение технологических и технических характеристик объекта аварии.
- Анализ истории объекта (аналогичных аварий, проведенных работ по техническому обслуживанию и ремонтам).
- Формирование рабочей гипотезы, проведение дополнительных исследований по необходимости (если дополнительные исследования опровергают гипотезу, выдвигается новая, достоверность которой подвергается проверке).
- Определение причин аварии, сопутствовавших ей технических факторов, виновных (развитие подтверждённой рабочей гипотезы).
- Разработка противоаварийных мероприятий.
- Мониторинг выполнения противоаварийных мероприятий.
Полученная информация может быть использована при решении ряда технических и технологических вопросов, вопросов материального снабжения, управления персоналом, развития РС.
Целесообразным видится выполнение таких видов анализа:
- причинно-факторный, который заключается в выявлении характерных проблем предприятия (например, недостаточная квалификация эксплуатационного персонала, отсутствие стабильного и своевременного материально-технического обеспечения, несоответствие объёмов и периодичности ремонтов оборудования интенсивности его эксплуатации и прочие);
- пространственный, целью которого является определение «уязвимых мест» как отдельных машин, так и агрегатов, комплекса оборудования предприятия в целом;
- временной, который направлен на выявление сезонных закономерностей, цикличности аварийных ситуаций, тенденций и прогнозов их возникновения.
Результаты проведенного анализа являются основанием для разработки мероприятий, направленных не только и не столько на борьбу со следствиями аварий, но в большей степени на устранение их причин и предотвращение возможности повторения в дальнейшем. [12]
Перечень ссылок
- ГОСТ 18322-78. Система технического обслуживания и ремонта техники. Термины и определения. — М.: Стандартинформ, 2007. — 12 с.
- Проект «Положения о техническом обслуживании и ремонте механического оборудования металлургических предприятий» (первая редакция) [Государственный институт труда и социально-экономических исследований: Ж. Водопьян, Л. Гончарук, В. Коваль, Т. Сыркина (к.э.н., руководитель разработки), Л. Тарасенко, В. Шевченко]. — Харьков: ГИТ СЭИ, 2011. — 204 с.
- Бизнес-школа SRC: Глоссарий. — http://www.src-master.ru/glossary.php.
- Бобровицкий В.И., Сидоров А.В. Совершенствование системы ТОиР оборудования в условиях централизации ремонтной службы предприятия // Вибрация машин: измерение, снижение, защита. — Донецк: ДонНТУ, 2011. — №1 (24). — С. 23-28.
- Холоденин А.А. Сравнение стратегий технического обслуживания электрооборудования // Материалы Х региональной научно-технической конференции «Вузовская наука — Северо-Кавказскому региону». — Ставрополь: СевКавГТУ, 2006.
- Ловчиновский Э.В. Реорганизация системы технического обслуживания и ремонта предприятий. — М.: Серия «Реинжиниринг бизнеса», 2005. — 385 с.
- Ширман А.Р., Соловьёв А.Б. Практическая вибродиагностика и мониторинг состояния механического оборудования. — М.: Москва, 1996. — 276 с.
- OEE. — http://ru.wikipedia.org/wiki/OEE.
- Ченцов Н.А. Организация, управление и автоматизация ремонтной службы: Учебник / Под ред. д-ра техн. наук, проф. В.Я. Седуша, Донецкий национальный технический университет. — Донецк: Норд-Пресс-УНИТЕХ, 2007. — 258 с.
- Техническое обслуживание и ремонты оборудования. Решения НКМК-НТМК-ЕВРАЗ: Учеб. пособие / Под ред. В.В. Кондратьева, Н.Х. Мухатдинова, А.Б. Юрьева. — М.: ИНФРА-М, 2010. — 128 с.
- Сидоров А.В. Оценка эффективности ремонтного обслуживания производства / Консалтинговый проект «EAM». — http://eam.su/ocenka-effektivnosti-remontnogo-obsluzhivaniya-proizvodstva.html.
- Сидоров А.В. Аварийность как показатель эффективности ремонтной службы предприятия / Консалтинговый проект «EAM». — http://eam.su/avarijnost-kak-pokazatel-effektivnosti-remontnoj-sluzhby-predpriyatiya.html.
Вопросы для контроля
- Дайте определение, назовите цели и основные составляющие системы ТОиР оборудования.
- Дайте краткую характеристику основных стратегий ТОиР оборудования.
- В какой последовательности осуществляется ремонтное обслуживание оборудования в рамках проактивной стратегии ТОиР?
- Приведите классификацию основных способов организации ремонтного обслуживания производства.
- По каким критериям может быть оценена эффективность ремонтного обслуживания производства?
- Какие задачи позволяет решить анализ аварийности на предприятии?
Учебный центр «Профессия» mv-spec.ru проводит обучение, аттестацию специалистов в как Петербурге, так и дистанционно по всей России. Обращение в наш центр ? возможность обучиться специальности без отрыва от производства, изучить лекции, находясь в любом населённом пункте РФ, выбрать максимально удобное время для лекций без ожидания формирования группы.
Что значит слово урациональный
«Рациональный». Спасибо за внимательность! Опечатку исправили.
При организации проактивной системы обслуживания оборудования на предприятии может использоваться метод анализа масла, позволяющий диагностировать неисправности на ранних стадиях, предотвращать отказ критического оборудования и сокращать расходы на ремонт.
Совершенно верно! Примерно в 40 случаях из 100 причиной отказа является недостаток смазочного материала либо его загрязнение. Подробнее об анализе смазки можно найти здесь — https://eam.su/lekciya-16-analiz-smazki.html.
Хорошая статья. Еще больше информации можно найти в справочнике по анализу масла — здесь есть и информация о методах анализа, и о практическом применении анализа масла на месте эксплуатации оборудования: https://spectro.ru/biblioteka/spravochnik-po-analizu-masla/
Спасибо за полезную ссылку! Весьма достойный справочник. Не так часто найдешь такую литературу в открытом доступе. Если есть еще подобные ссылки, буду благодарен!
В новой статье рассказали о том, как применение современных методов и приборов анализа масла в горно-добывающей отрасли помогает экономить миллионы долларов в год на обслуживании и ремонте горных машин и оборудования.
Содержание статьи:
1. Программа мониторинга масла на горнодобывающем предприятии
2. Анализ масла на стороне или в собственной аналитической лаборатории
3. Анализаторы масла Spectro Scientific и их преимущества
4. Экономия на обслуживании и ремонте горного оборудования
Полный текст:
https://promplace.ru/gornaya-promyshlennost-proaktivnoe-obsluzhivanie-i-bezotkaznaya-ekspluataciya-gornogo-oborudovaniya-2421.htm